2016-04-29一、前言 薄壁零件具有重量轻,节约材料,结构紧凑等特点,同时该特点也广泛应用在汽车行业中。但薄壁零件的加工是在车削中比较棘手的问题,其刚性差,强度弱,在加工中极容易变形;不易保证零件的加工质量。如何提高薄壁零件的加工精度将是业界越来越关心...
2016-03-28目前,硬切削这种新工艺正在许多工业部门采用,如汽车制造厂用这种方法对传动轴、各类轴传动链、发动机、制动盘和制动转子进行半精加工和精加工,飞机制造厂用这种方法制造副翼齿轮和起落架等。机床、工具、医用设备、汽车零件等都把硬切削作为其生产过程的一...

2016-03-28在许多机器中,曲轴类零件主要用来支承传动零件、传递运动和扭矩。如何有效的保证曲轴类零件的加工精度和降低加工成本,如何灵活地运用合适的加工方法去解决实际生产中的基本工艺问题,是广大加工企业所一直面临的一个课题。 一、曲轴的加工要求和加工方法确...
2015-08-141、带状切屑 加工塑性金属材料,当切削厚度较小、切削速度较高、刀具前角较大时,一般常得到这类切屑。它的切削过程平衡,切削力波动较小,已加工表面粗糙度较小。它的内表面光滑,外表面毛茸。 2、挤裂切屑 这类切屑与带状切屑不同之处在外表面...
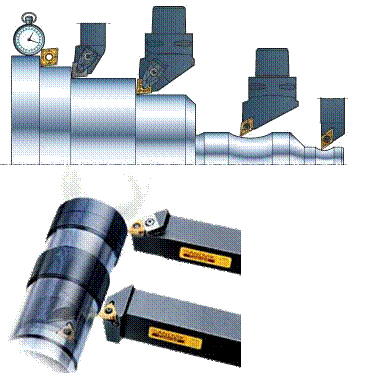
2015-06-161、外圆车刀 2、内孔车刀 3、螺纹车刀 ...

2015-06-04对于高效率的金属切削加工来说,被加工材料、切削工具、切削条件是三大要素。这些决定着加工时间、刀具寿命和加工质量。经济有效的加工方式必然是合理的选择了切削条件。 切削条件的三要素:切削速度、进给量和切深直接引起刀具的损伤。伴随着切削速度的提高...
2014-09-18钛合金的车削 钛合金的热导性很差,加上切屑与刀具接触长度很短,不利于切削热的导出,以致切削刃区温度高,约比切削45钢高一倍以上。另外,刀具磨损也很严重,一方面钛合金与刀具材料的化学亲和性强,容易和刀具材料中的Ti、Co、C等元素粘结,高温...
2014-07-14数控车铣复合中心是建立在传统数控加工方式上的一种新型加工方法,在采用新型的加工技术工艺的同时也提高了生产工件的精度及效率,和传统的数控加工对比数控车铣复合中心的优势主要体现了减少装夹次数,提高加工精度、缩短产品制造工艺链,提高生产效率以及少...
2014-03-21勿需作加工尺寸补偿 在使用油剂切削时.由于油剂温度高,工件受油温的影响会发生膨胀,加工时往往需要 进行尺寸补偿。使用高速低温切削工艺后,由于采用稳定的低温冷风,太大减少了工件的热变形,因此,勿需进行加工尺寸补偿。 有利于提高加工精度 ...
2011-11-25 如今市面上有两种棒料进给装置—液体静压型和液体动压型。在特定的应用场合,它们各具优点。 在液体静压型棒料进给系统中,棒料放在一系列导向通道上,这些通道通常是用塑料材料制成的。这些通道与蛤壳相象,带有可以环绕棒料合拢...
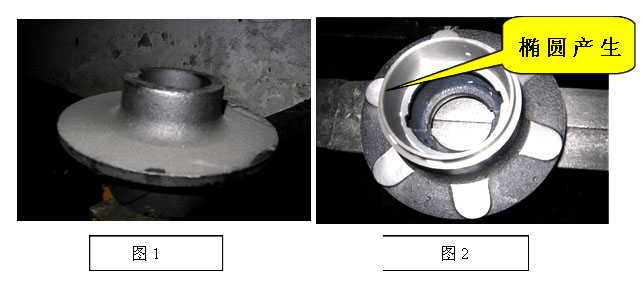
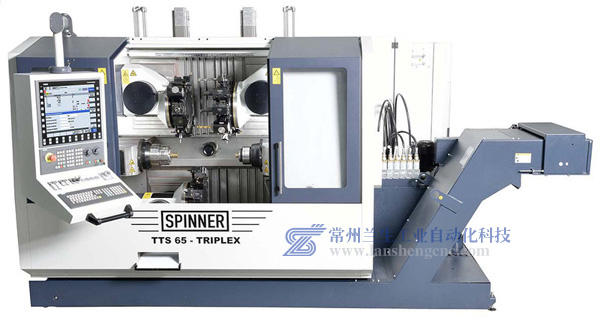
2011-11-25 在生产实际中盘形薄壁零件应用较广,如图1所示。由于工件较薄,刚性较差,采用常规的切削加工方法,受轴向切削力和热变形的影响,工件会出现弯曲变形,很难达到技术要求,产品合格率极低。因此,设计出一套行之有效的加工方法十分必要。笔者在...
2011-11-25 车削加工在机器制造行业中是使用得最为广泛的一种,车床的数量大、人员多、加工范围广,使用的工具、卡具又很繁多、所以车削加工的安全技术问题,就显得特别重要,其重点工作如下:切屑的伤害及防护措施。车床上加工的各种钢料零件韧性较好,车...

