>
技术文库
数控机床和机加工自动化的技术文库,是由兰生的营销服务工程师以及数控机床和工业机器人供应商共同撰写,可为机加工、机床供应商、机床维修服务等专业人士,作为专业技术学习的参考资料。
2015-06-26数控机床的辅助装置的维护与保养主要包括:数控分度头、自动换刀装置、液压气压系统的维护与保养。 1. 数控分度头的维护与保养 数控分度头是数控铣床和加工中心等的常用附件,其作用是按照CNC装置的指令作回转分度或者连续回转进给运动,使数...
2015-06-25数控机床的运动性能指标主要包括主轴转速、进给速度、坐标行程、摆角范围和刀库容量及换刀时间等。 1.主轴转速 数控机床的主轴一般均采用直流或交流主轴电动机驱动,选用高速精密轴承支承,保证主轴具有较宽的调速范围和足够高的回转精度、刚度及抗振性。...
2015-06-25一.PLC输入/输出端子板 输入端子板—将机床外部开关的端子连接转换成I/O模块的针形连接 输出端子板—将PLC的输出信号经针形连接转换成外部执行元件的端子连接 二.输入元件 1. 控制开关:按钮、可锁开关、急停开关、转换开关、脚踏开...
2015-06-24FANUC数控系统数据备份的方法: (一) 使用存储卡,在引导系统画面进行数据备份; 1) 将存储卡插入存储卡接口上(NC单元上,或者是显示器旁边); 2) 进入引导系统画面;(按下显示器下端最右面两个键,给系统上电); 3...
2015-06-24数控铣床是在一般铣床的基础上发展起来的一种自动加工设备,两者的加工工艺基本相同,结构也有些相似。数控铣床有分为不带刀库和带刀库两大类。其中带刀库的数控铣床又称为加工中心。 功能特点 数控铣削加工除了具有普通铣床加工的特点外,还有如下特...
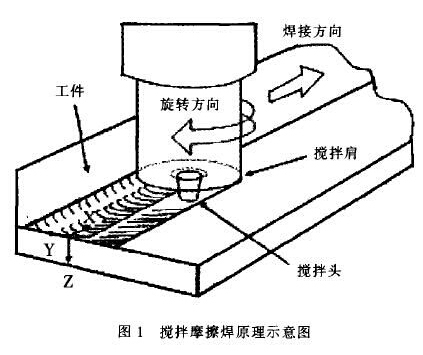
2015-06-23摩擦焊是利用工件端面相互运动、相互摩擦所产生的热,使端部达到热塑性状态,然后迅速顶锻,完成焊接的一种方法。摩擦焊可以方便地连接同种或异种材料,包括金属、部分金属基复合材料、陶瓷及塑料。摩擦焊方法在制造业中已应用40多年了,由于其生产率高、质...
2015-06-23万向联轴器利用其机构的特点,使两轴不在同一轴线,存在轴线夹角的情况下能实现所联接的两轴连续回转,并可靠地传递转矩和运动。万向联轴器最大的特点是:其结构有较大的角向补偿能力,结构紧凑,传动效率高。不同结构型式万向联轴器两轴线夹角不相同,一般在...
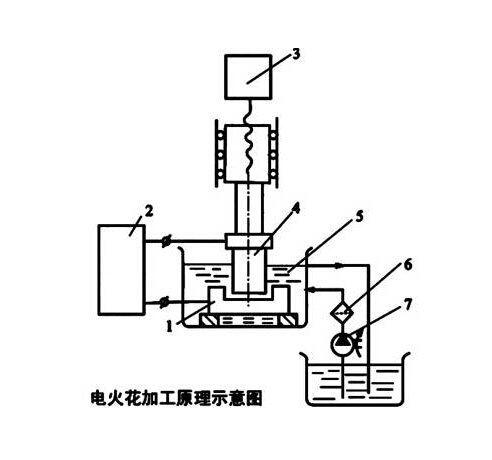
2015-06-19电火花加工是在液体介质中进行的,机床的自动进给调节装置使工件和工具电极之间保持适当的放电间隙,当工具电极和工件之间施加很强的脉冲电压(达到间隙中介质的击穿电压)时,会击穿介质绝缘强度最低处,如图所示。由于放电区域很小,放电时间极短,所以,能...
2015-06-19与加工中心相比,数控铣床除了缺少自动换刀功能及刀库外,其他方面均与加工中心类同,也可以对工件进行钻、扩、铰、锪和镗孔加工与攻丝等,但它主要还是被用来对工件进行铣削加工,这里所说的主要加工对象及分类也是从铣削加工的角度来考虑的。 (1)...
2015-06-18按换刀方式的不同,数控车床的刀架系统主要有回转刀架、排式刀架和带刀库的自动换刀装置等多种形式,下面对这三种形式的刀架作简单的介绍。 1. 排式刀架 排式刀架一般用于小规格数控车床,以加工棒料或盘类零件为主。其结构形式为: 夹持着各种不同用...
2015-06-18数控机床的工作环境中有大量的铁屑及油污,而滚珠丝杠是精密的传动元件,如果不采取适当的防护及润滑措施很容易导致数控机床发现故障,下面讲解一下滚珠丝杠的防护及润滑的基础知识及操作。 1、滚珠丝杠的防护 滚珠丝杠副如果在滚道上落入了脏物,或使...

2015-06-17 数控机床的出现和发展,使机械加工的效率大大提高,在单位时间内数控机床的金属切削量大大高于普通机床,而工件上的多余金属在变成切屑后所占的空间将成倍加大。 这些切屑堆占加工区域,如果不及时排除,必将会覆盖或缠绕在工件和刀具上,使自动加工无...

