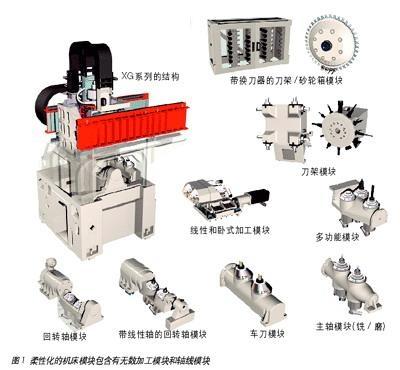
2015-07-09数控机床主要由数控系统、伺服系统、机床本体三大部分组成。数控机床的设计可靠性,主要取决于数控系统的设计可靠性。现代数控机床的数控系统,趋向于采用模块化硬件的结构形式。根据不同机床的数控功能需要,可选择不同功能的模块进行组合。在优化、通用化、...
2015-07-07 移动立柱式加工中心的换刀机构采用了单独的动力驱动装置,这种换刀机构设在机床X坐标轴所覆盖的区域内,可以避免在换刀时误伤工件。 图1 XTS型加工中心的换刀过程在机床的加工空间内, 在机床X坐标轴所覆盖的范围内 减少非加工时间和...
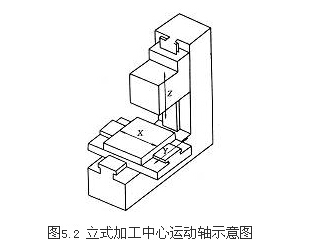
2015-07-021.用途:箱体类零件和复杂曲面零件的加工。 2.功能:铣镗、钻、攻螺纹等。 因为它具有自动换刀功能,工件一次装夹后,能自动地完成或者接近完成工件各面的所有加工工序。 3.分类: (1)按结构形式可以分为: 1)立式加工中心 ...
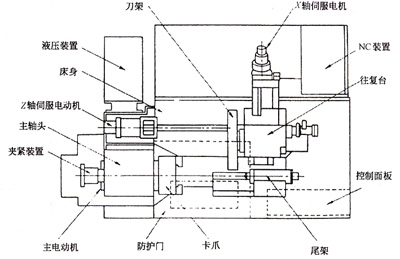
2015-07-02数控车床本体包括主轴、溜板、刀架等。数控系统包括显示器(CRT)、控制面板强电控制系统。 数控车床一般具有两轴联动功能,Z轴是与主轴平行方向的运动轴,X轴是在水平面内与主轴垂直方向的运动轴。另处在最新的车铣加工中心,还增加了一个C轴,可用...
2015-07-01CNC系统由硬件和软件组成。CNC系统的硬件从电路板结构来分,有大板结构和模块化结构两种,从使用的微机结构来分,有单微机结构和多微机结构。为了完成控制机床的任务,CNC系统都有一套专用软件,即系统软件,它一般包括输入数据处理、插补计算、位置...
2015-06-30内圆磨床相对于车床、铣床等采用数控系统较晚,是因为它对数控系统的特殊要求。近十几年来,借助CNC技术,磨床上砂轮的连续修整,自动补偿,自动交换砂轮,多工作台,自动传送和装夹工件等操作功能得以实现,数控技术在平面磨床与内圆磨床上逐步普及。 ...
2015-06-25数控机床的运动性能指标主要包括主轴转速、进给速度、坐标行程、摆角范围和刀库容量及换刀时间等。 1.主轴转速 数控机床的主轴一般均采用直流或交流主轴电动机驱动,选用高速精密轴承支承,保证主轴具有较宽的调速范围和足够高的回转精度、刚度及抗振性。...
2015-06-24数控铣床是在一般铣床的基础上发展起来的一种自动加工设备,两者的加工工艺基本相同,结构也有些相似。数控铣床有分为不带刀库和带刀库两大类。其中带刀库的数控铣床又称为加工中心。 功能特点 数控铣削加工除了具有普通铣床加工的特点外,还有如下特...
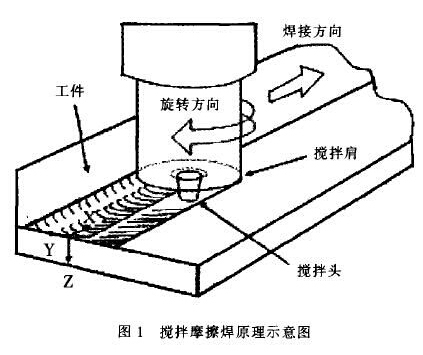
2015-06-23摩擦焊是利用工件端面相互运动、相互摩擦所产生的热,使端部达到热塑性状态,然后迅速顶锻,完成焊接的一种方法。摩擦焊可以方便地连接同种或异种材料,包括金属、部分金属基复合材料、陶瓷及塑料。摩擦焊方法在制造业中已应用40多年了,由于其生产率高、质...
2015-06-23万向联轴器利用其机构的特点,使两轴不在同一轴线,存在轴线夹角的情况下能实现所联接的两轴连续回转,并可靠地传递转矩和运动。万向联轴器最大的特点是:其结构有较大的角向补偿能力,结构紧凑,传动效率高。不同结构型式万向联轴器两轴线夹角不相同,一般在...
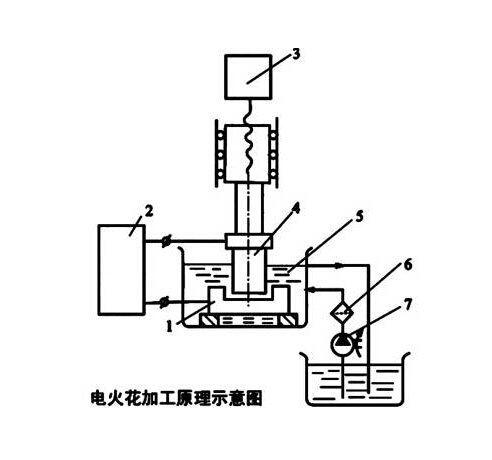
2015-06-19电火花加工是在液体介质中进行的,机床的自动进给调节装置使工件和工具电极之间保持适当的放电间隙,当工具电极和工件之间施加很强的脉冲电压(达到间隙中介质的击穿电压)时,会击穿介质绝缘强度最低处,如图所示。由于放电区域很小,放电时间极短,所以,能...
2015-06-19与加工中心相比,数控铣床除了缺少自动换刀功能及刀库外,其他方面均与加工中心类同,也可以对工件进行钻、扩、铰、锪和镗孔加工与攻丝等,但它主要还是被用来对工件进行铣削加工,这里所说的主要加工对象及分类也是从铣削加工的角度来考虑的。 (1)...

