

大直径薄壁中间套的高精度磨削加工
发布日期:2014-05-08 兰生客服中心 浏览:7629
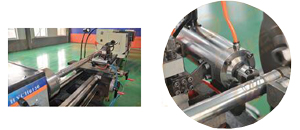
在拖式混凝土泵车中,有一种典型的大直径薄壁零件——中间套,其内孔直径为202mm,外径为212mm,壁厚仅为5mm,且该零件各尺寸之间的形位精度要求较高,外圆表面粗糙度Ra要求为0.4µm,外圆圆度误差要求小于0.010mm。由于零件壁厚较薄,在磨削外圆时,如果不采取措施,常常会因为夹紧力、磨削力、磨削热、内应力等原因,使工件产生较大的变形,不能保证零件的加工质量为减小零件的变形。

兰生公司提供的日本NVGⅡ系列双主轴数控立式复合磨床,提供了很好的解决方案。
1、一次装夹可以完成内径、外径、端面等各工序。

2、高精度。
圆度Φ120mm内径:0.65μm;Φ160mm外径:0.45μm;Φ170mm外径:0.55μm。圆柱度Φ120mm内径:1.5μm;Φ170mm外径:1.5μm。同轴度Φ120mm,Φ170mm:0.85μm。表面粗糙度120mm内径:1.16μm Rz;Φ170mm外径:1.80μm Rz。

3、高效率
装备有转塔式砂轮,可通过大型联轴器和伺服电机驱动进行3档定位。通过采用高刚性专用外磨主轴,可发挥稳定超强的研磨性能,斜面砂轮大幅度地提高了端面加工的效率。
上一篇:超声振动与铣削复合加工中心应用
下一篇:高精密小型油缸的立式复合磨削
-
长轴类零件—“豪”加工的新型工艺整体解决方案
对于车削长轴的工作,其技术含量比较高、难度大,尤其对于细长轴进行的车削,在装夹方法上,如果使用的是较普通的方式,那么会增加加工的难度,在加工的过程中,工件容易产生变形,并且有时甚至无法完成。长轴类零件一般无论是尺寸精度、形状精度(圆柱度)还
2016-08-02 -
大型零件的铣削和车削的复合加工
复合加工就是把几种不同的加工工艺,在一台机床上实现是一种先进的制造技术。车铣复合是复合加工难度最大的复合加工,相当于一台数控车床和一台加工中心的复合,当今社会应用比较广泛。 目前,大多数的车铣复合加工,在车削中心上完成,而一般的车削中心只
2014-05-08 -
小产量双端面精密磨削机床的最佳选择
平面双面研磨抛光顾名思义就是对平面零件上下两个表面同时加工进行高速抛光。 双端面磨床是一种高效率的平面加工机床,它在一次行程中能加工出两个具有精度高和表面粗糙度低的平行端面。机床自动化程度高,一般一小时能加工出数以千计的工件,在汽车、拖拉机
2014-05-08 -
高精密小型油缸的立式复合磨削
立式磨床具有磨削精度高、加工效率高、占地面积小、自动化程度高等优点。特别在大工件的装夹方面具有卧式磨床没有的优点。用立式磨床可利 用重力固定工件,主轴不会变形。此外,与卧式磨床相比,用于固定工件的夹力较小,工件本身几乎不会发生变形。通过利用
2014-05-08



