

飞机曲面带筋壁板搅拌摩擦焊试制成功
发布日期:2015-12-18 兰生客服中心 浏览:5395
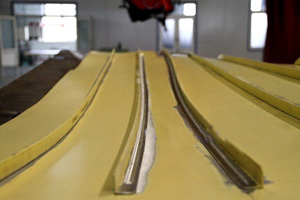
2015年8月,中国搅拌摩擦焊中心与某飞机设计所合作研制的搅拌摩擦焊飞机机身曲面带筋壁板产品成功完成试制。
该曲面带筋壁板为某型飞机机身壁板结构,主要由蒙皮、长桁及口框组成,外廓尺寸1950mm×1100mm,为典型的飞机复杂曲面壁板结构。原装配工艺中,蒙皮与长桁通过单排直径4mm沉头铆钉连接。为了满足新一代军用飞机复杂曲面机身壁板结构轻质、长寿命、高可靠性要求,赛福斯特公司针对上述曲面壁板结构,系统开展了搅拌摩擦焊关键工艺技术研究和装备研制。
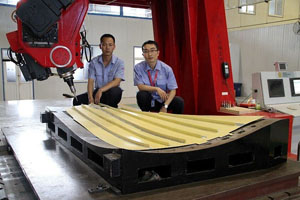
针对曲面壁板结构特点,首先研制了B/C摆角五轴数控动龙门搅拌摩擦焊设备,该设备X向行程8000mm,Y向行程3500mm,Z向行程600mm,采用西门子840D数控系统实现X、Y、Z、B、C五轴联动,并额外配置U轴,用于实现对焊接压入量的精确控制,有效满足了大型曲面壁板结构的搅拌摩擦焊需求。
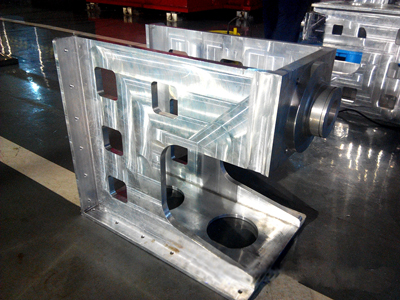
为了保证搅拌摩擦焊工艺的有效实施,与飞机设计所深入调研并反复论证,基于结构设计要求和搅拌摩擦焊工艺特点,制定了详细、周密的搅拌摩擦焊工艺方案,并专门设计开发了曲面壁板焊接工装。
硬件设施已经具备,而软件编程成为工艺人员面临的一项新的挑战,传统的平面结构搅拌摩擦焊对于编程要求较为简单,工艺人员只需提出焊接参数,即可由设备操作人员现场人工编程、施焊。而空间曲线轨迹焊接则需要搅拌头不但要跟随轨迹运动,而且要实时调整搅拌头姿态保证稳定的焊接倾角和压入量,并且与铣削加工编程存在较大区别。经过反复摸索,北京赛福斯特技术有限公司的工艺人员成功的从飞机曲面壁板数模中提取出焊接轨迹数据并生成了西门子数控系统识别的刀位文件。

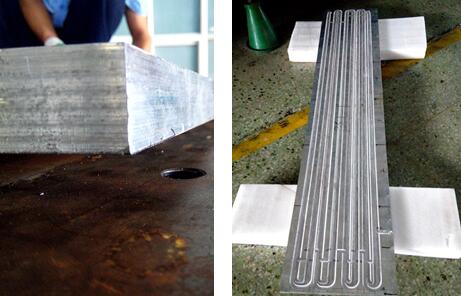
经过系统的工艺技术及装备研究,最终成功实现了飞机曲面带筋壁板结构的搅拌摩擦焊接,经主机厂现场检测得出结论,搅拌摩擦焊飞机曲面带筋壁板焊后变形量小于0.5mm,与实际装机的铆接壁板变形量相当,未发生明显不利于后续装配的大变形。
作为中国专业化搅拌摩擦焊技术研发与推广中心,在我国已经历了十余年的搅拌摩擦焊技术和装备研发,市场认可度高,公司始终秉承“以客户为中心”的服务宗旨,愿与您合作共同开展曲面结构搅拌摩擦焊工艺技术推广,为提升我国搅拌摩擦焊技术发展及拓展工程化应用领域而不懈努力。
上一篇:航天工业筒体搅拌摩擦焊产品
下一篇:电池框体搅拌摩擦焊产品研制成功
-
航天工业筒体搅拌摩擦焊产品

常州兰生公司的合作伙伴中国搅拌摩擦焊中心是中国搅拌摩擦焊技术先锋和开拓者,依托航空企业基石,在“航空报国,强军富民”理念指引下,先后攻克诸多技术难题,成功实现航天领域筒体的搅拌摩擦焊接,这标志着中航工业赛福斯特公司在铝合金搅拌摩擦焊接领域迈
2015-12-17 -
搅拌摩擦焊长冷板散热器试制成功
2015年10月,常州兰生公司的合作伙伴中国搅拌摩擦焊中心为北京某公司研制的搅拌摩擦焊长冷板散热器产品完成试制。 长冷板尺寸为1840*380*20mm,较之前公司研发的散热器冷板,该冷板特点为规格尺寸大且厚度薄,在焊接过程中会产生较
2015-12-17 -
卷扬机搅拌摩擦焊产品成功试运行
2015年8月,常州兰生工业自动化科技有限公司的合作伙伴(搅拌摩擦焊厂家)为北京某公司研制的卷扬机搅拌摩擦焊产品成功进行了试运行。卷扬机为高空多角度摄影开辟了新的篇章,既没有航拍飞机的成本高,还能拍摄出航拍飞机的效果,为现场体育赛事、演
2015-10-10 -
大厚度镁合金搅拌摩擦焊接技术
镁合金在航空、航天较早得到应用,近年来在兵器装备上也快速发展起来。镁合金是轻质的金属结构材料,因其具有密度小、比强度高、比刚度高、阻尼性好、电磁屏蔽特性优越等特点,是减轻军事装备质量,实现军事装备轻量化,提高武器装备各项战术性能的理想结构材
2015-10-10



