

成组夹具的设计与应用
发布日期:2012-07-12 兰生客服中心 浏览:2932
成组技术是近年来国内外机械制造领域内得到迅速发展的一种作业方式。而成组夹具则是按成组技术原理,在零件分组的基础上,针对一组(或几组) 相似零件的一道(或几道) 工序设计的夹具。它具有专用夹具的若干特点,又具有对工件特征在一定范围内变化的适应性。这在目前争夺国际市场,使产品不断升级换代,特别是能使产品多品种、中小批量生产得到大批量生产的效果上,有着不可比拟的优势。
1 零件的分析与分组
如某厂生产的交、直流电动机、发电机机壳,由于结构简单,采用10号无缝钢管加工而成。此道工序为半精车内孔,其品种有12种之多。轴向长度尺寸最大为182+0.23,最小为90+0.18:止口定位尺寸最大为Ø132-0.087,最小为Ø71-0.046,轴向止口长度一律为3。由于尺寸段相距较远,轴向长度考虑压板尺寸,将其分为两组。第Ⅰ组轴向长度从90~135,第Ⅱ组为140~182,止口定位尺寸由于需更换定位元件不再分组。把这类使用机床、夹紧方式、加工内容相同的零件挑选出来,形成所需要的成组工序.
2 成组夹具的结构设计
成组夹具设计与专用夹具的设计方法相似,但具有一定的针对性,是为加工某些几何形状相似,工艺过程和定位夹紧相似的零件而设计的。设计时仍然需要选择合理的定位基准、定位零件:选择合适的夹紧力、夹紧零件:设计好合理的基本件。
2.1 定位基准与定位元件的选择制定
设计方案时需选择合理的定位基准、定位零件。以图1工件为例,Ø102-0.07处止口为定位基准,止口平面为辅助定位。夹具采用定位盘定位,这样定位基准与设计基准重合,无基准不重合误差。
2.2 夹紧零件与夹紧力的选择
夹紧力的选择,除夹紧力方向和作用点外,还要使工件产生尽可能小的夹紧变形,这是选择夹紧零件和夹紧力的主要因素。此例采用压板压紧,夹紧力方向平行工件外圆母线,夹紧牢靠,工件保持正确位置,既防止了薄壁零件装夹变形,又满足了成组的要求。
2.3 夹具基本的要求
夹具机体是成组夹具的基础,在设计夹具机体时,除应保证结构合理外,还应保证夹具机体有足够的刚度,而且在可能的范围内,力求能加工零件组的全部。对其基体件还应根据相似件形状、尺寸、精度,毛坯种类及其工艺方法来确定基本件形状、尺寸,以满足加工所有相似件的要求。该基本件与其它夹具零件组成的夹具结构紧凑,操作方便,更换零件容易,可以加工不同产品的相似件,通过它组成半精车内孔成组夹具可以完成加工不同产品的机壳内孔。
2.4 机壳成组夹具结构
机壳成组夹具由基本件、调换件、标准件三部分组成。
该夹具由基本件与机床连接,使用机床可视具体情况而定。为保证工件轴线与机床轴线相重合,使用法兰盘(过渡件) 与机床内锥孔配合,完成定位。与夹具定位则依靠基本件上的外止口(本例为Ø240处) ,准确定位后,予以轴向锁紧。
夹紧采用双压板球绞压紧,由大拉杆1带动两个小拉杆2来完成。两小拉杆做为调换件,以适应分段两组中不同轴向长度的需要。
3 成组夹具的误差分析及解决办法
3.1 机床回转中心与夹具安装不同轴
此时,夹具在机床上定位脱离理想状态,造成安装误差。解决办法:可在车床上重车一次定位盘止口,保证定位盘中心和机床主轴中心同轴度>0.015。
3.2 工件在夹具上定位
此时,定位脱离理想位置,产生加工偏差。产生的原因如下:
定位零件制造超差:
工件与定位零件间定位面间隙太大,或定位零件与机床主轴不垂直。
解决办法:
确保零件制造精度,定位盘与基体件的配合可按公差等级5级或6级精度。
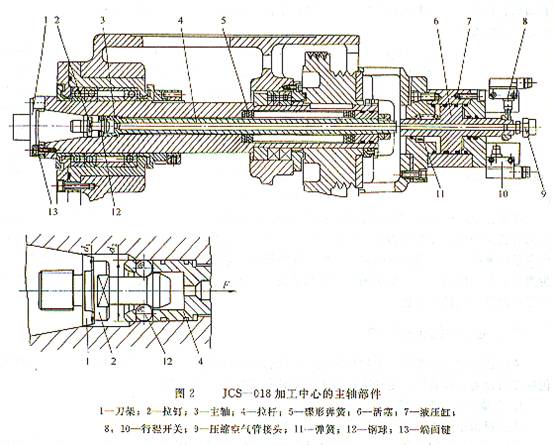
夹具基体件上与定位零件的配合面需在机床上精车,以确保定位零件安装后,处于正确位置。见前页图2中Ø120H6及其端面A,并保证尺寸公差和精度要求。
定位盘内孔尺寸,取工件止口部分最大极限尺寸Ø210作为基本尺寸,为提高定位精度,定位盘与止口部分的配合取G7/h7。
4 结束语
目前,成组夹具和组合夹具在车床、铣床、钻床、磨床上得到推广应用。开展成组夹具的设计和应用,对保证产品质量,缩短生产准备周期,节约成本,提高经济效益起到了积极作用,对我国工业发展将起到良好的推动作用。
上一篇:高速精密加工的“高性能工作组合”
下一篇:自动转位研磨抛光夹具的设计
-
数控机床主轴的轴承、自动装夹和切屑消除装置
数控机床的主轴部件一般包括主轴、主轴轴承和传动件等。对于加工中心,主轴部件还包括刀具自动夹紧装置、主轴准停装置和主轴孔的切屑消除装置。 1.主轴轴承的配置形式 数控机床主轴轴承主要有以下几种配置形式: (1)前支承采用双列短圆柱滚子轴承和6
2015-09-07 -
伺服电机和步进电机有什么区别?
读者提问:伺服电机和步进电机有什么区别? 小编: 步进电机是一种离散运动的装置,它和现代数字控制技术有着本质的联系。在目前国内的数字控制系统中,步进电机的应用十分广泛。随着全数字式交流伺服系统的出现,交流伺服电机也越来越多地应用于数字控
2015-08-25 -
线切割机床工件夹具的安装
(1)工件的装夹 线切割机床在装夹工件时,一定要保证工件的切割部位位于机床工作台X轴、Y轴进给的切割范围之内,同时应考虑切割时电极丝运动空间。夹具应尽可能选择通用(或标准)件,所选夹具应便于装夹,便于协调工件和机床的尺寸关系。在加工大型模
2015-07-13 -
数控机床加工零件时如何定位安装
一、1)力求设计基准、工艺基准和编程计算基准统一。 2)尽量减少装夹次数,尽可能在一次定位装夹后,加工出全部待加工表面。 3)避免采用占机人工调整加工方案,以便能充分发挥出数控机床的效能。 二、选择夹具的基本原则 数控加工的特点对夹
2015-05-11



