

五坐标数控机床加工后置处理算法技术
发布日期:2014-07-07 兰生客服中心 浏览:3540
1、后置处理概述
数控机床的所有运动和操作都是执行特定的数控指令的结果,完成一个零件的数控加工一般需要连续执行一连串的数控指令,即数控程序。在自动编程中,一般先计算出刀位数据文件,它由点坐标及其法矢量等组成,它还不是数控程序。还需要进一步把刀位源文件转换成指定机床能执行的数控程序,输入到数控系统,才能进行零件的数控加工。
在数控编程中,把刀位数据的计算过程称为前置处理。把刀位数据文件转换成指定机床能执行的数控程序的过程称为后置处理。
2、后置处理的主要任务
后置处理的任务就是把刀位文件转换成指定数控机床能执行的数控程序。通常多轴后置处理是根据具体机床运动结构和其数控系统能够接受的控制指令格式,将前置处理中计算的刀位数据变成机床各轴的运动数据,并按其控制指令格式转换成为数控机床的加工程序。
后置处理过程原则上是解释执行,即每读出刀位源文件中的一个完整记录(行),便分析该记录类型,根据记录类型确定是进行坐标变换还是进行文件代码转换,然后根据所选数控机床进行坐标变换或者文件代码转换,生成一个完整的数控程序段,并写到数控程序文件中去,直到刀位源文件结束。"
3、后置处理算法研究
一般来说,五轴联动是指数控机床的X、Y、Z 三个移动坐标和绕X、Y、Z 轴旋转的三个坐标A、B、C中的任意两个坐标的线性插补运动。
五轴机床中的五个坐标通常是由三个移动坐标X、Y、Z 与三个转动坐标A、B、C 中的任意两个组成。转动坐标A、B、C 的运动可由回转工作台的转动或刀具的摆动来实现。不同类型的数控机床,其运动方式不一致,故其后置处理算法也各不相同。
4、以下介绍我公司五坐标数控机床C. B.Ferran 的控制系统CNC E500 的数控程序的坐标处理算法。
后处理算法工作的开展以机床编程手册为参考,以刀具路径模拟软件PLO3D 为研究及模拟工具。 是C. B.Ferran 公司开发的一种工具软件,用于模拟演示、验证和修改符合ISO标准的数控铣程序。它在屏幕上显示刀具中心的路径,还可以显示刀轴方向和程序原点坐标,在五坐标模拟加工中不仅显示程序坐标而且显示其对应的法矢量。
本文以PLO3D 为工具,研究了某机床后处理程序的算法。首先研究了机床五个坐标的确定方法,然后研究了已有程序中的坐标关系,最后对已有的刀位数据进行后处理生成了五轴加工数控程序。
C.B.Ferrari机床的两个转动坐标是:绕x轴的转台坐标和绕Y轴的摆头坐标,在该机床的控制系统中,其相应旋转运动字地址分别是A 和C。根据机床特点,机床五个坐标运动字地址的顺序为XYZAC。
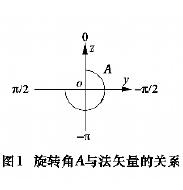
C.B.Ferrari的C转角的编程中心在刀尖点或刀心点上,对三个平动坐标的数值没有影响,C角的零点与Z轴重合。根据该机床的特点,设摆角C 坐标中心在刀具中心,绕Y轴顺时针转动角度值为正,逆时针角度为负;转角A 在其转动平面内的角度如图A 所示。
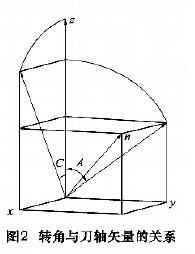
经分析得到机床A、C 转角与刀轴矢量的关系如图B所示,从图中,得出A、C 转角的坐标计算公式如下:由图A、B 得到A 转角与法矢量的关系,其计算公式为:

至此,数控加工程序的五个运动坐标全部计算出来,再按照该控制系统程序代码格式将其插入程序中,就是数控程序了。注意旋转摆头虽不影响X1、Y1值,但与之相关的实际运动坐标将随其绕刀尖点的转动而产生相应的平移。" 算法验证把一个叶片表面的环形刀位数据用上述方法转换成数控程序,在PLO3D得到图3所示的图形。
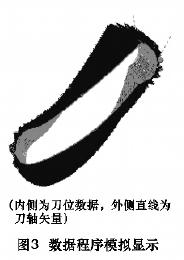
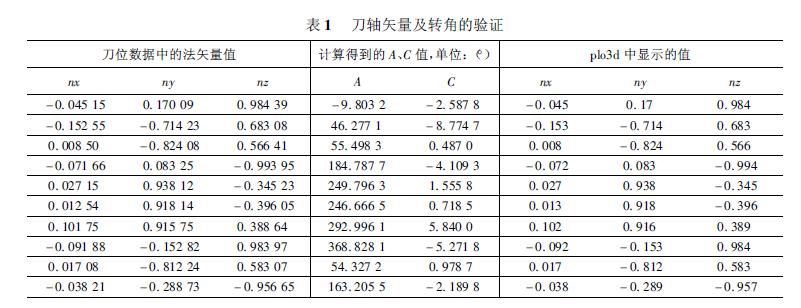
表1的数据进一步证明了刀轴矢量和转角关系算法的正确性。数据来源于经过验证的C.B.Ferrari程序中的数据,计算结果与软件中显示的结果基本吻合。
5 结语
在五坐标加工中,角度坐标是以刀轴矢量和机床转角关系为依据计算得到的,是进一步计算三个平动坐标位置的基础。将计算得到的刀位数据换算成加工坐标并进而生成加工程序,用PLO3D软件进行刀具模拟,得到了正确的结果。
-
FANUC 0加工中心自动运行方式下执行加工程序的方法
FANUC0加工中心自动运行方式下执行加工程序的方法: 1启动运行程序 首先将方式选择开关置“自动运行”位,然后选择需要运行的加工程序(方法为搜索并调出程序”),完成上述操作后按循环起动按钮。 2停止运行程序 当NC执行完一个M00指令时,
2015-09-10 -
加工中心的数控系统参数设定和操作要点
1 参数设定 参数的设定包括刀具参数及刀具补偿参数、零点偏置等参数的设定。 下面简单介绍参数的设定步骤。 (1) 刀具参数及刀具补偿参数 打开软键功能中的参数栏后,按刀具补偿软键,屏幕上显示出刀具补偿数据。按软键<<T或&
2015-09-08 -
数控加工结构工艺性分析、零件精度与技术要求分析
对零件图进行数控加工工艺分析主要包括结构工艺性分析、零件精度与技术要求分析 (1)结构工艺性分析 在进行数控加工工艺性分析时,工艺人员应该根据所掌握的数控加工特点、数控机床的功能和实际经验,把准备工作做细、做好,减少失误和返工。 1)零件结
2015-09-07 -
试区别一下手工编程和自动编程的过程以及适用场合。
试区别一下手工编程和自动编程的过程以及适用场合。 答:数控程序的编制方法有手工编程和自动编程两种。 (1)手工编程过程: 从零件图样分析及工艺处理、数值计算、书写程序单、制穿孔纸带直至程序的校验等各个步骤,均由人工完成,则属手工编程。
2015-09-06



