

切削温度测量与切削热的关系
发布日期:2014-09-10 兰生客服中心 浏览:4284
导读:切削温度是金属切削过程中的一个重要物理现象,大量的切削热使切削区域的温度升高,直接影响刀具的磨损和寿命,并影响工件的加工精度和表面质量。切削温度也可作为自动化生产中监控因素,所以研究切削热和切削温度变化规律对生产时间有重要的意义。
(一)切削热的产生和传出
被切金属层在刀具的作用下发生弹性变形和塑性变形,这是切削热的一个来源。同时,切屑与前刀面、工件与后刀面间消耗的摩擦功也将转化为热能,这是切削热的又一个来源(见图1)。
如果忽略后刀面上的摩擦功和进给运动所消耗的功,并假定主运动所消耗的功全部转化为热能,则单位时间内产生的切削热可算出:
Qc=Fzvc
式中 Qc--每秒钟内产生的切削热,单位为J/s;
Fz--主切削力,单位为N;
vc--切削速度,单位为m/s。
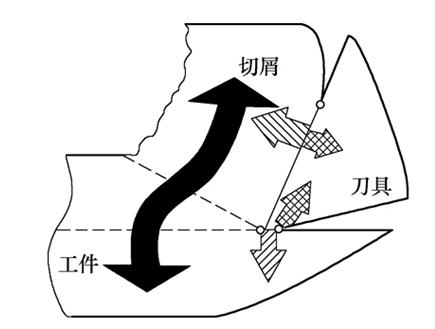
图1 切削热的产生和传出
(二)切削温度及其测量方法
切削温度一般是指刀具与工件接触区域的平均温度。切削温度测量的方法很多,如图2所示。目前比较常用的测量切削温度的方法是热电偶法和光热辐射法。下面将分别进行阐述。
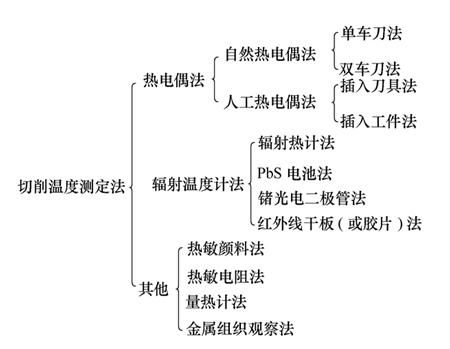
图2 切削温度的测量方法
1.热电偶法
热电偶法又分为自然热电偶法和人工热电偶法(见表1)。
表1 自然热电偶与人工热电偶比较
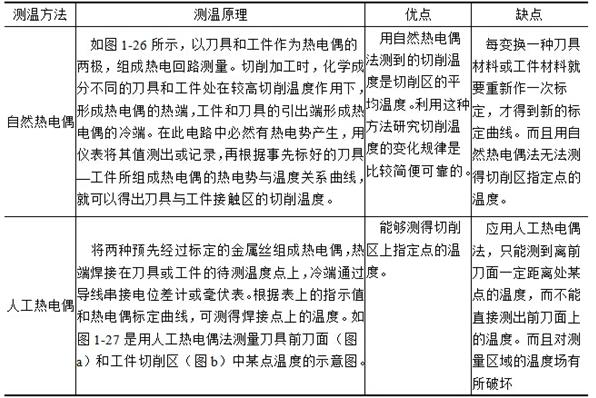
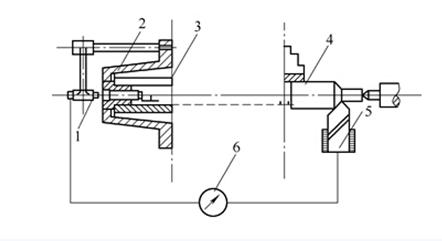
图3 自然热电偶法测温示意图
1.铜顶尖 2.铜销3.车床主轴尾部4.工件5.刀具
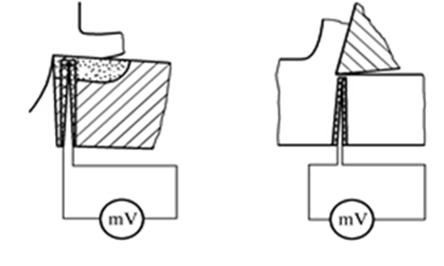
图4 人工热电偶法测温示意图
a)测前刀面温度 b)测工件温度
要想知道前刀面上的温度,还需应用传热学的原理和公式进行推算。应用人工热电偶法测温,并辅以传热学计算所得到的刀具、切屑和工件的切削温度分布情况(见图5)。
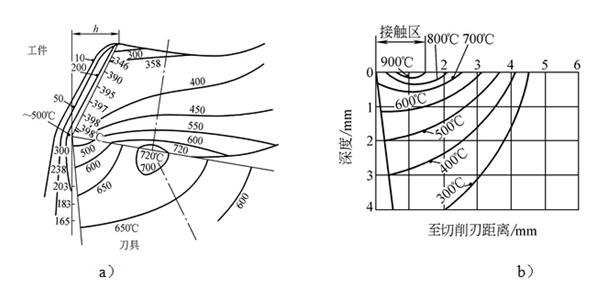
图5 切削温度的分布
a)刀具、工件和切屑中温度分布 b)刀具前刀面上温度分布
加工条件:刀具YT20,vc=600m/min 加工条件:工件30Mn4,ap=3mm,f=0.25mm/r
由图5可以看出切削温度的分布规律:
(1)前刀面上温度最高处并不在切削刃口处,而在离刃口有一定距离的位置,工件材料塑性越大,距离刃口越远,反之越近。这是因为热量沿前刀面有个积累过程,这也是刀具磨损严重之处;
(2)切屑底层的温度梯度最大,说明摩擦热集中在切屑底层与前刀面接触处。
2.光热辐射法
除了热电偶测温法,采用观察刀具或零件切削前后金相组织变化的方法也能判定切削温度,但这两种方法并不直观,而且观察和分析的工作量较大。近来也更多的是使用红外线测温仪或光能电池测量切削温度。热像仪就是利用红外线原理来测量切削温度的,它是通过非接触探测红外热量,并将其转换生成热图像和温度值,进而显示在显示器上,并可以对温度值进行计算的一种检测设备。如图6是用热像仪测温的现场演示图。图1-30是利用热像仪的配套软件采集到的切削温度场图,软件可以将切削过程以红外影像采集下来,在确定准确的发射率情况下,设定播放速度,调节播放位置,对采集切削过程的温度分布进行测量和绘制。

图6 用热像仪现场测温
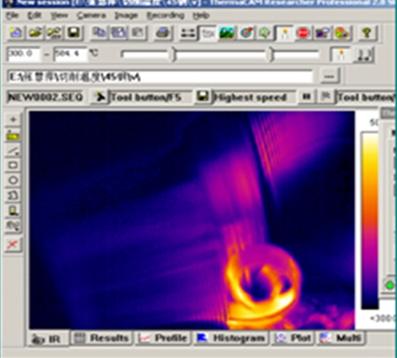
图7 测得温度场图
3.切屑颜色与切削温度的关系
在生产实践中,可以通过切削加工时切屑的颜色来判断刀尖部位的大致温度。以车削碳素结构钢为例,随着切削温度的提高,切屑颜色变化过程顺序为:银白色→黄白色→金黄色→紫色→浅蓝色→深蓝色。其中,银白色切屑反映的切削温度约为200℃左右,金黄色切屑反映的切削温度约400℃左右,深蓝色切屑反映的切削温度约600℃左右。
(三)影响切削温度的主要因素
1.工件材料
工件材料的强度、硬度越高,切削时消耗的功就越多,产生的切削热越多,切削温度就越高。工件材料的热导率越大,通过切屑和工件传出的热量越多,切削温度下降越快。
2.刀具几何参数
前角增大,切削变形减小,产生的热量少,切削温度降低;但过大的前角会减少散热体积,当前角大于20°~25°时,前角对切削温度的影响减少。主偏角减小,使切削宽度增大,散热面积增加,切削温度下降,如图8、图9所示。
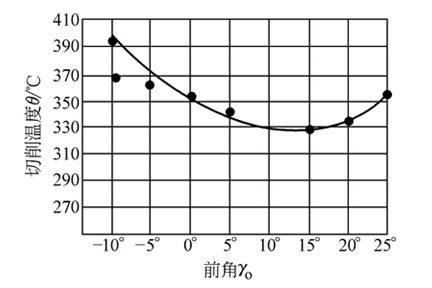
图8 前角对切削温度的影响
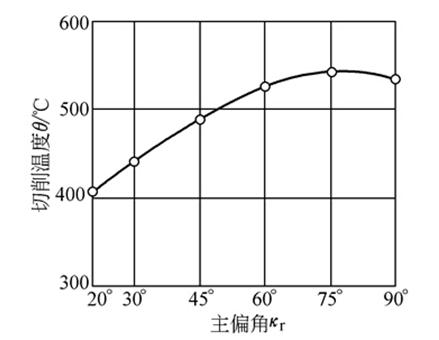
图9 主偏角对切屑温度的影响
3.切削用量
对切削温度影响最大的切削用量是切削速度,其次是进给量,而背吃刀量的影响最小,这是因为当切削速度vc增加时,单位时间内参与变形的金属量增加而使消耗的功率增大,切削温度升高;当f增加时,切屑变厚,由切屑带走的热量增多,故切削温度上升不甚明显;当ap增加时,产生的热量和散热面积同时增大,故对切削温度的影响也小,如图10所示。
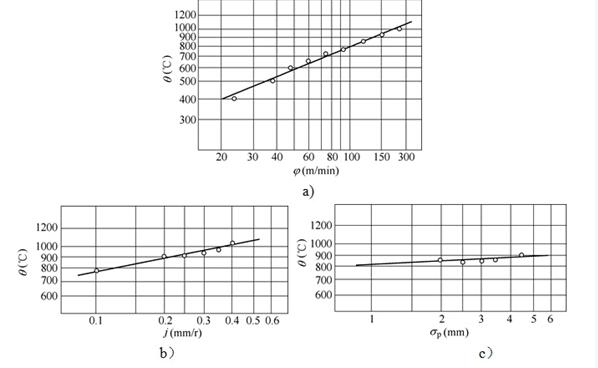
图10 切削用量对切削温度的影响
a)切削速度的影响 b)进给量的影响 c)背吃刀量的影响
4.其他因素
刀具后刀面磨损量增大时,加剧了刀具与工件间的摩擦,使切削温度升高,切削速度越高,刀具磨损对切削温度的影响就越显著(见图11)。浇注切削液对降低切削温度、减少刀具磨损和提高已加工表面质量有明显的效果。切削液的润滑作用可以减少摩擦,减小切削热的产生。
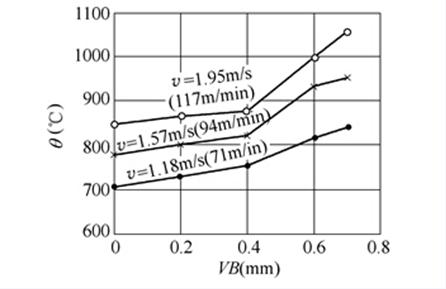
图11 不同切削速度下后刀面磨损与切削温度的关系
上一篇:机床导轨修复时需要注意的事项
下一篇:引起机床丝锥断裂的原因分析
-
数控机床维护章程
数控系统的维护 1、严格遵守操作规程和日常维护制度 2、防止灰尘进入数控装置内:漂浮的灰尘和金属粉末容易引起元器件间绝缘电阻下降,从而出现故障甚至损坏元器件。 3、定时清扫数控柜的散热通风系统 4、经常监视数控系统的电网电压:电网电压范围在
2015-10-08 -
数控机床电池或电源故障的现象和测试
数控机床的突然停电或RAM存储器的电池及其充电回路故障,造成输出不正常或无输出,会导致RAM内存储的程序或参数丢失或混乱,对应的故障现象有:机床不动作、误动作、失控、多种报警停机或不报警停机等。 一般可用万用表相应的直流电压挡来测量电池的输
2015-09-01 -
数控系统的使用检查
数控系统是数控机床电气控制系统的核心。每台机床数控系统在运行一定时间后,某些元器件难免出现一些损坏或者故障。为了尽可能地延长元器件的使用寿命,防止各种故障,特别是恶性事故的发生,就必须对对数控系统进行日常的维护与保养。主要包括:数控系统的使
2015-08-31 -
数控机床的滚珠丝杠的防护和润滑原理及操作
数控机床的工作环境中有大量的铁屑及油污,而滚珠丝杠是精密的传动元件,如果不采取适当的防护及润滑措施很容易导致数控机床发现故障,下面讲解一下滚珠丝杠的防护及润滑的基础知识及操作。 1、滚珠丝杠的防护 滚珠丝杠副如果在滚道上落入了脏物,或使
2015-08-21



