
2015-10-10 激光焊接是激光加工材料加工技术应用的重要方面之一。70年代主要用于焊接薄壁材料和低速焊接,焊接过程属于热传导型,即激光辐射加热工件表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率等参数,使工件熔化,形...
2015-09-28一.国内整体叶轮加工的现状 航空航天发动机所用的叶轮,过去一般用精密铸造结合精密机械加工的方法加工;随着新一代发动机对叶轮的速度、工作温度、压力的不断提高,精密铸造在叶轮生产领域的应用正在逐渐缩窄。取而代之的是由锻件直接进行精密机械加工。...
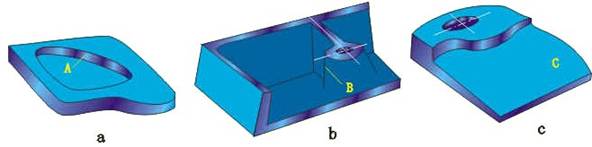
2015-08-141、带状切屑 加工塑性金属材料,当切削厚度较小、切削速度较高、刀具前角较大时,一般常得到这类切屑。它的切削过程平衡,切削力波动较小,已加工表面粗糙度较小。它的内表面光滑,外表面毛茸。 2、挤裂切屑 这类切屑与带状切屑不同之处在外表面...
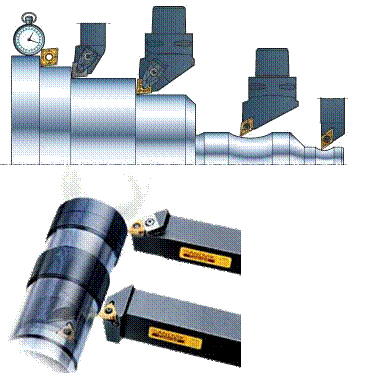
2015-06-161、外圆车刀 2、内孔车刀 3、螺纹车刀 ...
2015-06-151.锻造和铸造的区别 (1)铸造:是把没有形状的金属液变成有形状的固体。 锻造:是把一种形状固体变成另一种形状的固体。 铸造好比是你玩蜡,你买了蜡(废钢,或生铁)然后将这个蜡化为液体, 放入一个什么模子, 这样你就得到不同形状的东西...

2015-06-04对于高效率的金属切削加工来说,被加工材料、切削工具、切削条件是三大要素。这些决定着加工时间、刀具寿命和加工质量。经济有效的加工方式必然是合理的选择了切削条件。 切削条件的三要素:切削速度、进给量和切深直接引起刀具的损伤。伴随着切削速度的提高...
2015-05-04与加工中心相比,数控铣床除了缺少自动换刀功能及刀库外,其他方面均与加工中心类同,也可以对工件进行钻、扩、铰、锪和镗孔加工与攻丝等,但它主要还是被用来对工件进行铣削加工,这里所说的主要加工对象及分类也是从铣削加工的角度来考虑的。(1)平面类零...
2014-11-03机械加工后的零件表面,不可能是绝对平整和光滑的,实际上存在着一定程度宏观和微观几何形状误差,一般用粗糙度值来表示,所以表面粗糙度是反映微观几何形状误差的一个指标,表面粗糙度值即微小的峰谷高低程度及其间距状况。 以前,加工表面粗糙度被称为表...
2014-11-031、数控铣端面打中心孔专用机床采用三轴数控系统控制,工件长度、套车外圆、钻中心尺寸易于控制与调整。 2、一次装夹可完成轴件端面铣削、钻中心孔加工。 3、机床的铸件均采用树脂砂铸件,且经过两次人工时效处理,稳定性好,导轨经高频淬火处理,强...
2014-09-18倒角是零件最常见的结构特征,通常有倒斜角和倒圆角两种类型,一般倒角的作用是去除毛刺,还有一些特别强调的倒角是为了安装工艺要求,比如安装导向,减少应力集中,容易装配等作用。 机加工倒角的方法常见有3种,一是倒角刀编程铣削,二是利用宏程序和可...
2014-09-18钛合金的车削 钛合金的热导性很差,加上切屑与刀具接触长度很短,不利于切削热的导出,以致切削刃区温度高,约比切削45钢高一倍以上。另外,刀具磨损也很严重,一方面钛合金与刀具材料的化学亲和性强,容易和刀具材料中的Ti、Co、C等元素粘结,高温...
2014-08-29外圆磨床是加工工件圆柱形、圆锥形或其他形状素线展成的外表面和轴肩端面的磨床。在模具厂和五金加工厂中极为常见,成为了广大机械行业技术人员的常用设备,在操作外圆磨床当中,对于磨料的选择非常重要。 磨削辊面越硬,砂轮硬度应当选择越软。 (1)...

