

库卡铸造砂芯机器人自动搬运系统
发布日期:2012-07-17 兰生客服中心 浏览:13463

在客户的实型铸造芯模制造厂内,大批量的生产铸造气缸体曲轴箱用的砂芯。为对这些砂芯进行涂层及传递,客户希望与兰生自动化科技有限公司合作,寻找一种自动化解决方案。
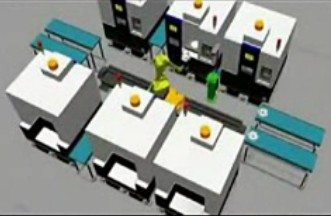
兰生公司与德国KUKA机器人公司指定集成商共同针对客户的要求,采用选择了两台库卡重载型机器人KR500。它们担任传送砂芯的工作,从而替代了至今为止所采用的人工传送方式。考虑到人工传送时,人是否触及怎样抓取砂芯,以及在运动时砂芯的运动方式。也就是说,当砂芯被移动到高处或加速力过大时,它是否会在某特定抓力作用下滑脱或碎裂。重达260kg、最高为1135mm的砂芯由输送装置从熔炉传送到第一台机器人的抓取位置。所以要通过一个光栅,KR500得到信号:出现一个砂芯。机器人可用激光测定砂芯的确切位置。然后,机器人用万用卡紧式夹持器夹起砂芯,并将其浸到水洗池中一个规定的深度。这样就可以避免 熔化的金属进入砂芯,从而防止产品金属化。可以通过人工更换夹爪的方式将机器人上的终端效应器改装为适用于四个砂芯组。浸入水洗池后,KR500重新取出砂芯并将其递送到干燥炉的平板运输机上。之前,机器人转动砂芯以甩干残留的液体。那些只需要在某个特定部位进行喷涂的砂芯类型,机器人会使用喷枪对其进行喷涂。砂芯将随着输送带通过一个170°C高温的干燥炉及一个冷却区。然后,第二台机器人会用它三个工具中的一个抓取该砂芯并将其堆垛起来。对于最普通的砂芯,工厂使用一种所谓的“Liftboy”,它从各个砂芯的顶部开口处被放下,然后用压缩空气使其膨胀。这台机器人也首先通过激光束找到开口的位置。其他的砂芯装配有吊耳,这样KR500就可以用其他的夹持器抓住吊耳。第三个终端效应器是一种平板夹持器,它可以将砂芯夹紧在夹块之间。
铸造砂芯柔性生产线自动上下料机器人系统集成,选用德国KUKA KR500工业机器人及机器人的周边设备,包括:
1、两个以PC为基础的库卡机器人控制系统,包括带熟悉的视窗操作界面的控制面板
2、设计建造并提供夹持器
3、设计建造并提供工件更换台
4、存放安全托架的仓库,安全托架是一种用来保持砂芯间距离间隔块
5、适用于20种砂芯类型的浸水、注水及堆垛程序
6、机器人编程
7、保护装置
8、三维模拟设备
9、控制器
10、电气柜
11、安全围栏及安全门
这个项目收到了良好的经济效益,客户认为:
1、生产的灵活性高
有了六轴及由此带来的活动自由性作为基础,库卡机器人具有极高的灵活性,能满足更多的生产需要。
2、提高工效
从抓取到放下砂芯的整个循环时间由产品类型决定,但是都在两到三分钟之内。由此,机器人可以毫无问题的遵守连续式干燥炉控制系统所规定的周期时间。
3、净收益高
在利用率为普通的情况下,该设备的回报周期为三年。而机器人的寿命是8-10年,用户可以获得更多的净利润。
4、提高了质量
与人工传送相比,自动传送的质量提高非常显著,而且也更加稳定。
5、减少劳资矛盾
自动化程度提高,减少了工人数量,改善了劳动条件。
-
1台FANUC机器人实现5台数控机床上下料作业

桥箱类零件生产具有精度高、加工工序多、形状复杂及重量重的特点,为提高加工精度及生产效率,各重型汽车生产厂纷纷采用数控加工中心来加工此类零部件。 使用数控加工中心加工工件时,要求工件在工作台上具有非常高的定位精度,且需要保证每次上料的一致性
2014-07-07 -
散装无定位工件切削加工的自动上下料机器人

对于无定位的散装工件装卡,为了保证加工精度,往往由机床操作工借助工量具装卡位置。这样,就会增加机床的辅助加工时间,而减少了机床的工作时间,从而降低了机床利用率。因此,有的工厂就通过机器人替代工人实现自动化加工,从而既提高了上料速度,同时又
2013-02-01 -
为六台加工中心自动上下料机器人
在南京的一个汽配加工客户,接到配套单位的一个新订单,要求批量加工一种新产品。客户考虑到这个新项目的上马,就需要添加较多的加工中心,一下子要招聘这么多熟练的数控机床操作技术工人,很有难度。因而希望能够采用机器人实现自动化加工,以减少用工压力
2013-02-01 -
齿轮车削单元的上下料机器人

江苏常州,是齿轮加工的聚散地。这里因为常州在20世纪70年代,就已形成内燃机、柴油机、拖拉机、装载机、挖掘机和减速机的产业链。因而齿轮就成为这个产业链中的配套产品。这些齿轮加工企业,当初都依靠普通切削机床起家,近几年,已逐步采用数控齿轮和
2013-02-01



