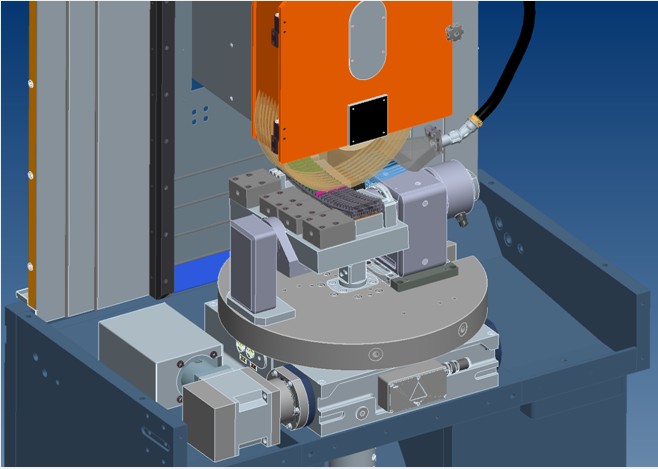
产品简介
Macro-L是德国peter-wolters最大型的蠕动成型磨床,机床宽度2m,X 轴行程900mm,用于大切削量、中大型工件的平面和成型蠕动磨削。采用动柱式结构,砂轮移动方式,强力蠕动磨削,达到高精密表面和成型要求。蠕动磨床能达到铣削和拉床的加工效率。
技术参数
|
机型 |
单位 |
Marco-L |
|
尺寸:宽×长×高 |
mm |
2400×2600×2400 |
|
X进给 |
mm |
900 |
|
主轴转速 |
rpm |
最大16000 |
|
主轴功率 |
KW |
最大45 |
|
株洲哦砂轮最大直径 |
mm |
400 |
|
主轴砂轮最大厚度 |
,mm |
150 |
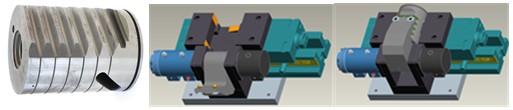
加工案例
磨削案例一:
工件:转向器齿条
材料:B8620
工件尺寸:直径100mm,长度127mm
加工步骤:一次磨削
装夹数量:1个
砂轮:普通砂轮HERMESERT60D16V62
砂轮宽度:100mm,125mm
磨削液:巴索Vasco1000
修整方式:成型滚轮
修整速度:0,2µ/转
修整量:20µ
修整间隔量:每磨5个工件修一次
磨削速度:450mm/min
磨削深度:约0,5mm
砂轮线速度:32m/s
产量:40parts/h
粗糙度:Ra=0,4µm
精度要求:±5µ(齿顶高度误差)
 磨削案例二:
磨削案例二:
工件名称:汽轮机上的盖板
材料:镍合金(Nimonic90)
工件长度:400mm
工件宽度:10mm
工件厚度:downto1,5mm
加工步骤:一次
装夹:4个
砂轮:普通砂轮
砂轮宽度:25mm
磨削液:Syntilo9954
修整器:成型滚轮
修整速度:0,2µ/转
修整量:30µ
修整间隔量:1个工件修整一次
磨削速度:150mm/min
磨削深度:0,6mm
砂轮速度:50m/s
产量:20个/小时
公差要求:+/-35µ轮廓深度误差
 磨削案例三:
磨削案例三:
工件:连杆
材料:铸钢
磨削步骤:两个砂轮装在一个主轴上
工序1:平面磨削
砂轮:55N80F15VPH902W(Winterthur)
磨削参数:磨削深度1.050mm,速度300mm/min,砂轮速度25m/sec.
磨削时间:磨削长度130mm,时间70秒
工序2:粗磨齿
砂轮:54A120F15VPH904W(Winterthur)
磨削参数:磨削深度3,700mm,速度100mm/min,砂轮速度40m/sec.
磨削时间:磨削长度:130mm,时间150秒
工序3:砂轮修整
修整器:成型滚轮
修整间隔量:每磨一个工件修整一次
修整量:10µ
工序4:精磨齿
砂轮:54A120F15VPH904W(Winterthur)
磨削参数:磨削深度0,010mm,速度300mm/min,砂轮速度40m/sec.
磨削时间:磨削长度130mm,时间70秒