

超高主轴转速
发布日期:2012-10-28 兰生客服中心 浏览:5196
采用很小直径的刀具进行微细铣削,要达到由工件材料所决定的切削速度就需要很高的主轴转速。例如,采用直径0.5mm的铣刀铣削钢件,当选用180m/min的切削速度,则需要115000r/min的主轴转速。刀具直径愈小,则需要的主轴转速愈高。
目前,在模具制造中普遍采用的普通加工中心,其主轴转速大多在18000~42000 (r/min),适合于采用2mm~12mm直径的立铣刀进行加工。而微细铣削加工所采用的刀具直径更小(0.1mm~2mm),由于切削速度取决于要加工的工件材料,要是在这样常规的机床上进行微细加工,显然不能获得较佳的切削过程。
为适应微细铣削加工的快速发展,研制新的更高转速的电主轴具有特别重要的意义。几年前,一些电主轴制造厂已生产出160000r/min转速的主轴部件。一个由多家主轴部件生产厂和Fraunhofer生产技术研究所组成的小组就在前几年已着手研制转速为300000r/min的由空气轴承支承和采用同步电机驱动的电主轴。目前,Precise精密主轴部件公司推出了专门用于微细切削加工的高速电主轴。从这些电主轴中可以看出,由空气轴承支承的电主轴,可以达到很高的转速。另外,空气轴承的优点是运转平稳,圆跳动误差可达到<1祄,这种轴承还不易发生磨损,因此,有较长的使用寿命。由于微细铣削本身产生的切削力较小,故这种轴承特别适合应用于微细切削。
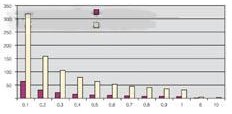
图4 铣刀直径和所需转速图:刀具直径越小,为进
行最佳的切削所需的转速就越高
高速主轴部件的驱动愈来愈多的采用同步电动机已是一种发展趋势。这种电机的重要优点在于有较大的转矩或功率密度,并且产生的温升也较低,这对于避免主轴的热伸长是有利的。
空气轴承与同步电动机在电主轴上的联合应用,鉴于具有运行平稳、长使用寿命和热特性好等优点,这对于微细切削加工来说无疑是一种最佳的主轴系统。
-
德国ULTRASONIC20linear微细超声振动切削加工中心
兰生提供德国ULTRASONIC20linear超声振动切削加工中心,主要用于硬钢,脆性材料,陶瓷,玻璃,硬质合金等超声振动超硬和铣削加工。 >5轴精密机床,可用于加工所有齿科用材 >紧凑占地面积仅2m2,机床尺寸:宽x
2012-10-28 -
德国ULTRASONIC10微细铣削机床
兰生公司提供的德国ULTRASONIC10微细铣削机床,高度紧凑的占地面积仅2m²,为牙科领域(从小型实验室到大型铣削中心)提供了工业加工各种材质的牙科成品件的方法。DMG/SAUER以其紧凑的5轴数控铣削中心满足了充分利用生产面
2012-10-28 -
日本UNM-450c微细立式加工中心
兰生提供日本UNM-450c微细超高精度立式加工中心。演变成装载空气静压主轴的高速铣削加工机(ASV,F-MACH系列) •是位于加工精度定点的光学配件加工机,根据成熟的关键技术,可实现纳米水准的镜面加工的同时体现其价值 &
2012-10-28 -
微细铣削的高度精确夹紧系统
通过查询轮廓误差的允许公差值,使操作者可以通过简单的方式适应机器粗加工和精加工的不同要求。建设微型化零件连续生产线的重要投资在于自动化更换零件功能(图5)。 图5 自动化装料加工中心适用于微型切削 在很多情况下,通过多重夹紧装置已经
2012-10-28

