

数控线切割机床的结构、应用和工作原理简介
发布日期:2015-06-05 兰生客服中心 浏览:8865
数控线切割加工是电火花加工的一个分支,是利用线状电极(钼丝、铜丝、镀锌丝)靠火花放电对工件进行切割。数控线切割加工中工件和电极丝的相对运动采用数字信息控制。常用来加工高硬材料、微细结构、复杂形状、高精度尺寸零件、高表面质量零件,如下图所示。

数控线切割机床通常分为两类:快走丝线切割机床与慢走丝线切割机床。前者是电极丝作高速往复运动,走丝速度为8m/s~10m/s;后者是电极丝作低速单向运动,一般走丝速度低于0.2m/s。 图2是快走丝线切割加工原理图。电极丝4穿过工件2上预先钻好的小孔,经导轮5由贮丝筒7带动作往复交替移动,工件通过绝缘板1安装在工作台上,工作台在水平面X、Y两个坐标方向各自按给定的控制程序移动而合成任意平面曲线轨迹。脉冲电源3对电极丝与工件施加脉冲电压,电极丝接脉冲电源的负极,工件接脉冲电源的正极。当来一个电脉冲时,在电极丝和工件之间产生一次火花放电,在放电通道的中心温度瞬肘可高达10000°C以上,高温使工件金属熔化,甚至有少量气化,高温也使电极丝和工件之间的工作液部分产生气化,这些气化后的工作液和金属蒸气瞬间迅速热膨胀,并具有爆炸的特性。这种热膨胀和局部微爆炸,将熔化和气化了的金属材料抛出而实现对工件材料进行电蚀切割加工。 图3是慢走丝线切割加工原理图。
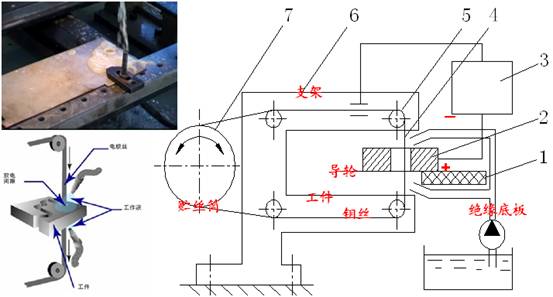
图2 快走丝线切割加工原理图
1一绝缘底板;2一工件;3一脉冲电源;4一钼丝;5一导轮;6一支架;7一贮丝筒
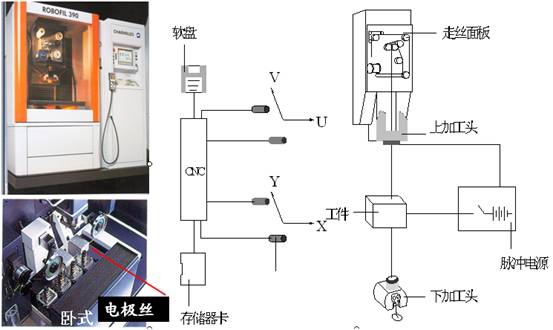
图3 慢走丝线切割加工原理图
-
Lehmann数控回转工作台的显著优势
◆紧凑且质量较轻 相对于传统数控回转工作台的一个显著优势:结构极端紧凑,功率更不逊色分好,甚至更佳。 更少的干扰边缘:(GD)-40%;(DD)-41% 可以极为方便地横向操作轴(从上方) 可以十分迅速地夹紧切割刀具:最长的耐用时间
2017-02-24 -
回转工作台的combiFlex模块化系统优势

仅4种φ100-500mm的基本型号,可以提供超过240种配置的数控回转工作台让您选择! combiFlex模块化系统优势主要表现在: 高保值性:随时适应新的要求 型号多样性:GD(大约-50%);DD(大约-50%) 每种尺寸
2017-02-20 -
pL Lehmann数控回转工作台3+2轴替代五轴机床的完整加工

用户是一家锁具和五金配件生产企业,拥有近300名员工。它主要为商业楼宇开发、生产和销售门窗及外墙的固定、操作和密封配件。 用户除了要生产出高品质门五金配件外,创新、高效、高性价比的生产是确保经济成果的另一个支柱,根据各个组件的需要,提
2017-02-20 -
实例讲解配套于高精密磨床的第四轴数控回转工作台

LapmasterWolters公司为了提高其精密磨床的生产力而配备了pL LEHMANN旋转台。高精密的表面加工当然需要高品质的工艺设备,LapmasterWolters数控外圆磨床,作为制造专用于表面精密加工的高精密磨床的国际市场领衔者
2017-02-20



