

搅拌摩擦焊介绍
发布日期:2015-06-23 兰生客服中心 浏览:5754
摩擦焊是利用工件端面相互运动、相互摩擦所产生的热,使端部达到热塑性状态,然后迅速顶锻,完成焊接的一种方法。摩擦焊可以方便地连接同种或异种材料,包括金属、部分金属基复合材料、陶瓷及塑料。摩擦焊方法在制造业中已应用40多年了,由于其生产率高、质量好获得了广泛的工程应用,但焊接的对象主要是回转形零件,虽然也有其它形式的摩擦焊技术出现,以克服被焊工件几何形状的限制或提高生产率,如相位摩擦焊、径向摩擦焊、线性摩擦焊等,但实际应用很少。最近还出现了摩擦堆焊,在工件上形成特殊性能的表面层。
1、发展历史
搅拌摩擦焊(Friction Stir Welding,简称FSW)是英国焊接研究所(The Welding Institute)于1991年发明的专利焊接技术。搅拌摩擦焊除了具有普通摩擦焊技术的优点外,还可以进行多种接头形式和不同焊接位置的连接。挪威已建立了世界上第一个搅拌摩擦焊商业设备,可焊接厚3—15mm、尺寸6×16的Al船板;1998年美国波音公司的空间和防御实验室引进了搅拌摩擦焊技术,用于焊接某些火箭部件;麦道公司也把这种技术用于制造Delta运载火箭的推进剂贮箱。下面主要介绍搅拌摩擦焊的方法、过程、特点以及搅拌摩擦焊在中国的发展现状。
2、原理
搅拌摩擦焊示意图
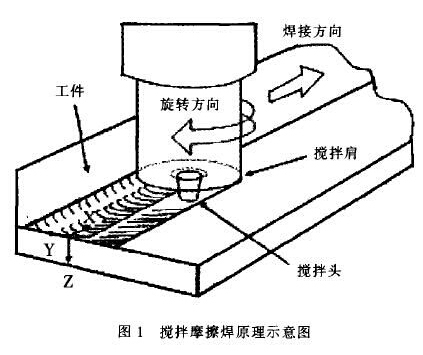
搅拌摩擦焊方法与常规摩擦焊一样。搅拌摩擦焊也是利用摩擦热与塑性变形热作为焊接热源。不同之处在于搅拌摩擦焊焊接过程是由一个圆柱体或其他形状(如带螺纹圆柱体)的搅拌针(welding pin)伸入工件的接缝处,通过焊头的高速旋转,使其与焊接工件材料摩擦,从而使连接部位的材料温度升高软化。同时对材料进行搅拌摩擦来完成焊接的。焊接过程如图所示。在焊接过程中工件要刚性固定在背垫上,焊头边高速旋转,边沿工件的接缝与工件相对移动。焊头的突出段伸进材料内部进行摩擦和搅拌,焊头的肩部与工件表面摩擦生热,并用于防止塑性状态材料的溢出,同时可以起到清除表面氧化膜的作用。
在焊接过程中,搅拌针在旋转的同时伸入工件的接缝中,旋转搅拌头(主要是轴肩)与工件之间的摩擦热,使焊头前面的材料发生强烈塑性变形,然后随着焊头的移动,高度塑性变形的材料逐渐沉积在搅拌头的背后,从而形成搅拌摩擦焊焊缝。搅拌摩擦焊对设备的要求并不高,最基本的要求是焊头的旋转运动和工件的相对运动,即使一台铣床也可简单地达到小型平板对接焊的要求。但焊接设备及夹具的刚性是极端重要的。搅拌头一般采用工具钢制成,焊头的长度一般比要求焊接的深度稍短。应该指出,搅拌摩擦焊缝结束时在终端留下个匙孔。通常这个匙孔可以切除掉,也可以用其它焊接方法封焊住。针对匙孔问题,已有伸缩式搅拌头研发成功,焊后不会留下焊接匙孔。
关于在搅拌摩擦过程中界面原子的运动仍处于研究阶段。
3、特点
焊接过程中也不需要其它焊接消耗材料,如焊条、焊丝、焊剂及保护气体等。唯一消耗的是焊接搅拌头。
同时,由于搅拌摩擦焊接时的温度相对较低,因此焊接后结构的残余应力或变形也较熔化焊小得多。特别是Al合金薄板熔化焊接时,结构的平面外变形是非常明显的,无论是采用无变形焊接技术还是焊后冷、热校形技术,都是很麻烦的,而且增加了结构的制造成本。
搅拌摩擦焊主要是用在熔化温度较低的有色金属,如Al、cu等合金。这和搅拌头的材料选择及搅拌头的工作寿命有关。当然,这也和有色金属熔化焊接相对困难有关,迫使人们在有色金属焊接时寻找非熔化的焊接方法。对于延性好、容易发生塑性变形的黑色材料,经辅助加热或利用其超塑性,也有可能实现搅拌摩擦焊,但这就要看熔化焊和搅拌摩擦焊哪个技术经济指标更合理来决定。
搅拌摩擦焊在有色金属的连接中已获得成功的应用,但由于焊接方法特点的限制,仅限于结构简单的构件,如平直的结构或圆筒形结构的焊接,而且在焊接过程中工件要有良好的支撑或村垫。原则上,搅拌摩擦焊可进行多种位置焊接,如平焊,立焊,仰焊和俯焊;可完成多种形式的焊接接头,如对接、角接和搭接接头,甚至厚度变化的结构和多层材料的连接,也可进行异种金属材料的焊接。
另外,搅拌摩擦焊作为一种固相焊接方法,焊接前及焊接过程中对环境的污染小。焊前工件无需严格的表面清理准备要求,焊接过程中的摩擦和搅拌可以去除焊件表面的氧化膜,焊接过程中也无烟尘和飞溅.同时噪声低。由于搅拌摩擦焊仅仅是靠焊头旋转并移动,逐步实现整条焊缝的焊接,所以比熔化焊甚至常规摩擦焊更节省能源。
由于搅拌摩擦焊过程中热输入相对于熔焊过程较小,接头部位不存在金属的熔化,是一种固态焊接过程,在合金中保持母材的冶金性能,可以焊接金属基复合材料、快速凝固材料等采用熔焊会有不良反应的材料。其主要优点如下:
(1)焊接接头热影响区显微组织变化小.残余应力比较低,焊接工件不易变形;
(2)能一次完成较长焊缝、大截面、不同位置的焊接.接头高:
(3)操作过程方便实现机械化、自动化,设备简单,能耗低,功效高,对作业环境要求低:
(4)无需添加焊丝,焊铝合金时不需焊前除氧化膜,不需要保护气体,成本低;
(5)可焊热裂纹敏感的材料,适合异种材料焊接:
(6)焊接过程安全、无污染、无烟尘、无辐射等。
搅拌摩擦焊也存在一定的缺点:焊接工件必须刚性固定,反面应有底板;焊接结束搅拌探头提出工件时,焊缝端头形成一个键孔,并且难以对焊缝进行修补:工具设计、过程参数和机械性能数据只在有限的合金范围内可得:在某种情况下,如特殊领域中要考虑腐蚀性能、残余应力和变形时,性能需进一步提高才可实际应用;对板材进行单道连接时,焊速不是很高:搅拌头的磨损消耗太快等。
-
Lehmann数控回转工作台的显著优势
◆紧凑且质量较轻 相对于传统数控回转工作台的一个显著优势:结构极端紧凑,功率更不逊色分好,甚至更佳。 更少的干扰边缘:(GD)-40%;(DD)-41% 可以极为方便地横向操作轴(从上方) 可以十分迅速地夹紧切割刀具:最长的耐用时间
2017-02-24 -
回转工作台的combiFlex模块化系统优势

仅4种φ100-500mm的基本型号,可以提供超过240种配置的数控回转工作台让您选择! combiFlex模块化系统优势主要表现在: 高保值性:随时适应新的要求 型号多样性:GD(大约-50%);DD(大约-50%) 每种尺寸
2017-02-20 -
pL Lehmann数控回转工作台3+2轴替代五轴机床的完整加工

用户是一家锁具和五金配件生产企业,拥有近300名员工。它主要为商业楼宇开发、生产和销售门窗及外墙的固定、操作和密封配件。 用户除了要生产出高品质门五金配件外,创新、高效、高性价比的生产是确保经济成果的另一个支柱,根据各个组件的需要,提
2017-02-20 -
实例讲解配套于高精密磨床的第四轴数控回转工作台

LapmasterWolters公司为了提高其精密磨床的生产力而配备了pL LEHMANN旋转台。高精密的表面加工当然需要高品质的工艺设备,LapmasterWolters数控外圆磨床,作为制造专用于表面精密加工的高精密磨床的国际市场领衔者
2017-02-20



