

数控外圆磨床加工典型零件举例
发布日期:2015-07-28 兰生客服中心 浏览:4703
在需要磨削部分轴向尺寸小于砂轮宽度时,采用横向磨削喷嘴阀(图12所示),是在数控外圆磨床上加工的一个较典型的零件。该零件要磨削圆柱面(Φ10h5㎜),圆锥面( 1:8)和圆弧面(R2.5㎜),各处单边磨削余量0.1㎜,试分析其数控磨削加工工艺。
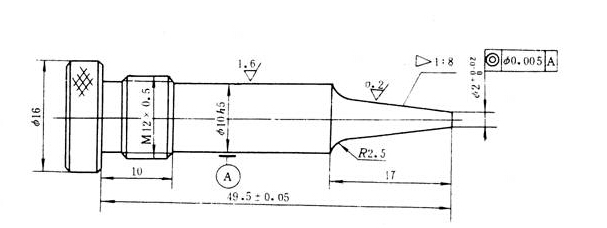
图12 喷嘴阀
1.磨削工件零件图分析
该零件外圆Φ10h5()㎜和锥面粗糙度Ra0.2μm,以及同轴度Φ0.005㎜是磨削加工要达到的重点。
2.选择设备
根据被加工零件的外形和材料等条件,选用GA5N型数控外圆磨床。数控系统为FANUC-10T,并配有自动测量装置。
3.工件工艺方案的确定
因有同轴度的要求,所以要一次装夹完成外圆与锥面的磨削。根据喷嘴阀的结构形状,采用M12×0.5㎜螺纹与Φ16㎜侧面拧紧定位。磨削方法既可用平砂轮控制磨出圆柱面,再用圆弧、直线插补走出圆弧面及锥面(见图13),也可将砂轮修整成喷嘴阀标准轮廓形状,进行成形磨削(见图14)。
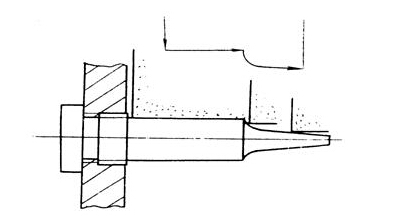
图13 利用插补功能磨削
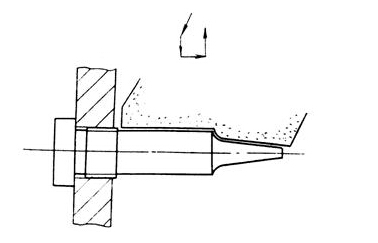
图14 成形磨削
两种方案比较,用平砂轮磨圆弧和锥面,只有尖端磨削,接触面小,砂轮磨损快,锥面精度低,粗糙度差,因此不宜采用此方案。由于要磨削部分的长度不大,可以采用成形磨削的方式,各部分同时磨削效率高且尺寸精度较一致,锥面部分的粗糙度值也会小。但由于砂轮尺寸随着磨削过程的不断变化,在批量加工中产生较大的累积误差,不能保证零件的尺寸公差。无疑,采用直接测量磨削可以解决上述问题。该机床配备了自动测量装置,当被磨削工件测量部分尺寸达到测量仪某设定值时,测量仪发出信号,正在执行的带G31的程序段则结束,跳跃到下一程序段。因此,可以在程序段中给一个较大的相对值,在该程序段运动指令未执行完之前达到设定值,该段剩余运动被忽略,进到执行下一程序段。采用这种方法可以使各零件间的公差控制在±0.001㎜之内。
4.数控磨削加工工艺参数
外径横向磨削条件的设定:直接测量部分1P=0.04,2P=0.005,3P=0。
上一篇:特种加工机床的安全操作规程
下一篇:数控回转工作台的装配常识
-
Lehmann数控回转工作台的显著优势
◆紧凑且质量较轻 相对于传统数控回转工作台的一个显著优势:结构极端紧凑,功率更不逊色分好,甚至更佳。 更少的干扰边缘:(GD)-40%;(DD)-41% 可以极为方便地横向操作轴(从上方) 可以十分迅速地夹紧切割刀具:最长的耐用时间
2017-02-24 -
回转工作台的combiFlex模块化系统优势

仅4种φ100-500mm的基本型号,可以提供超过240种配置的数控回转工作台让您选择! combiFlex模块化系统优势主要表现在: 高保值性:随时适应新的要求 型号多样性:GD(大约-50%);DD(大约-50%) 每种尺寸
2017-02-20 -
pL Lehmann数控回转工作台3+2轴替代五轴机床的完整加工

用户是一家锁具和五金配件生产企业,拥有近300名员工。它主要为商业楼宇开发、生产和销售门窗及外墙的固定、操作和密封配件。 用户除了要生产出高品质门五金配件外,创新、高效、高性价比的生产是确保经济成果的另一个支柱,根据各个组件的需要,提
2017-02-20 -
实例讲解配套于高精密磨床的第四轴数控回转工作台

LapmasterWolters公司为了提高其精密磨床的生产力而配备了pL LEHMANN旋转台。高精密的表面加工当然需要高品质的工艺设备,LapmasterWolters数控外圆磨床,作为制造专用于表面精密加工的高精密磨床的国际市场领衔者
2017-02-20



