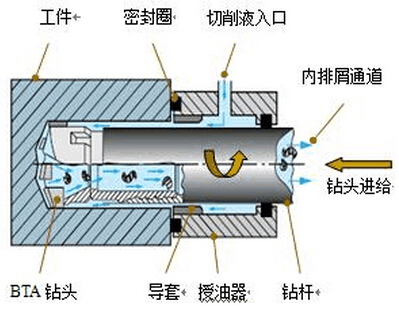
2015-10-29高精度深长孔加工一般可用BTA内排屑深孔加工方法。其加工原理如下:BTA深孔加工技术因为其具有加工范围广、加工效率高、加工精度和经济效益好等优点,目前应用比较广泛,同时也是我国当前中等直径深孔加工的一种首选方法。如左图所示,BTA深孔加工系...
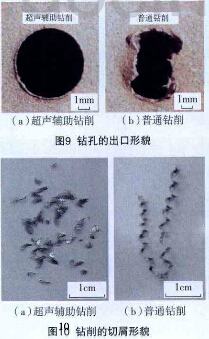
2015-10-19超声辅助钻削技术是在传统钻削机床的加工运动基础上,在旋转的钻削工具上施加超声振动,实现超声辅助钻削。图8所示为超声辅助钻削装置。 超声辅助钻削较早应用于钛合金、高温合金和复合材料等难加工材料的钻削加工。利用硬质合金钻头超声辅助钻削和普...
2014-11-031、数控铣端面打中心孔专用机床采用三轴数控系统控制,工件长度、套车外圆、钻中心尺寸易于控制与调整。 2、一次装夹可完成轴件端面铣削、钻中心孔加工。 3、机床的铸件均采用树脂砂铸件,且经过两次人工时效处理,稳定性好,导轨经高频淬火处理,强...
2011-11-25 对直径小于6mm的孔进行镗削加工是比较困难的,容易发生刀具脆裂。为此,一些工具制造厂家专门设计制造了可转位刀具来镗削直径1mm的小孔。依靠适当的加工中心,采用适当的切削速度和进给量、足够的排屑空间和性能稳定的刀具,可对任何小孔...
2011-11-25 刀具安装时,要特别注意清洁。镗孔刀具无论是粗加工还是精加工,在安装和装配的各个环节,都必须注意清洁度。刀柄与机床的装配,刀片的更换等等,都要擦拭干净,然后再安装或装配,切不可马虎从事。 刀具进行预调,其尺寸精度,完好状态、必...
2011-11-25 安装硬质合金可转位刀片的钻头可加工孔径范围很广,加工深度范围为2D~5D(D为孔径),可应用于车床和其它旋转加工机床。焊接式硬质合金钻头 焊接式硬质合金钻头是在钢制钻体上牢固焊接一个硬质合金齿冠制成。这种钻头采用自定心几何刃型...
2011-11-25 直径小于3.175mm的钻头,通常称为微钻。要使微钻在使用中发挥高效率,必须考虑一系列因素:如钻头本身的各项要素、加工参数、孔深、安装的完善性及工件的结构等。要把这些相互影响又对钻削过程十分敏感的因素处理好,需要有科学的创新精神...
2011-11-25 在机械零件加工作业中,孔加工所占比例相当大,与高速铣削相类似的高速、高精度钻削加工已提上议事日程,高效率孔加工对于促使零部件生产合理化是不可或缺的重要工艺过程。近年来,零部件生产大都采用以CNC机床为中心的生产形态,进行孔加...
2011-11-25 近年来,随着IT技术的迅速发展,印刷电路板的设计、制作技术也有了空前的进步。其中,印刷电路板孔加工也日益要求实现小直径化和高精度化。为了提高加工效率,目前印刷电路板大都采取多层重迭加工方式,这就要求所用刀具也必须朝着小直径化、...
2011-11-25 为了保证微小孔加工具有良好的尺寸精度、圆度及平直度,重要的前提条件是必须使用进给精度高、稳定性好的机床;尤其应注意的是,大力抑制主轴、夹具、刀具的综合误差。适用于小直径孔加工的机床之一,是LouisLevin&Son公...
2011-11-25 众所周知,孔加工是金属加工操作中最频繁使用的加工工艺。从热量方面而言,它还是最难控制的操作之一。和铣削及许多其它切削操作不同,钻头要连续进行金属与金属之间的接触,因此会产生大量的热。热是破坏刀具寿命的大敌。孔本身封闭的边界加剧了...
2011-11-25 在卧式加工中心的发展过程中,普通的X、Y、Z 轴配合主轴已经很难满足现代加工的要求。在液压气动、工程机械、石油化工设备、汽车、机车车辆、电力设备等行业中,以桥体、差速器壳体、泵体及阀体类零件为主要加工对象,此类零件由于自身结构特...

