

上下料机器人辅助柔性生产
发布日期:2012-04-06 兰生客服中心 浏览:30786
在切削加工中,过程自动化不仅与机床本身有关,而且也与连接机床的前后生产装置有关。工业机器人能够适合所有的操作工序,能解决诸如传送、质量检验、剔除有缺陷的工件、机床上下料、更换刀具、实际的加工操作、清洗和工件堆垛等任务。
现代工业机器人是一种可自由编程、十分精确和多功能的高效设备。如果给工业机器人装上传感器,手爪系统,集成的数字图象处理设备和智能过程控制软件,它可以为完成各种不同的任务进行编程。因此,对于完成同一个任务,机器人要比专用设备具有更高的柔性。机器人无需装备止动、定位、装夹和辅助等装置,因此,它可以使整个设备设计得很紧凑,对于投资者和企业家来说,其优点在于投资比较少,以及能以简单化的企业内部物料供给而充分利用空间和缩短生产时间。在产品换型和生产调整时,可以缩短准备时间和停机时间,可以较快地重新恢复生产-这符合准时制生产。
机器人是进行零缺陷生产的重要部件
借助于数字图形处理,机器人可以根据形状、大小、姿态和颜色对在传送带上无次序运送的工件进行可靠的识别,这样,机器人用它的手爪随时可以可靠地抓取和操作工件。而用成像系统装备的机器人还可以完成更多的任务。它可以用来识别有缺陷的或错误的工件,把这种工件从生产过程链中取出,说得更确切些,就是把它们或者作为废料处理或者对它们再进行加工,由此确保只有无缺陷的工件才能继续进行加工。所以,工业机器人是进行零缺陷生产的重要部件,如果人们从事相同或类似的操作,那么需要高度地集中注意力。但是,对在工件的机械加工中,工业机器人能够精巧和有效地解决加工过程自动化于这种重复性的工作。当工作场所的温度条件愈不适合,周围环境的噪声愈大,粉尘愈多或存在的危险性愈大,那么这种负面效果的影响就愈大。机器人即使在特别恶劣的环境条件下,它总是能以始终不变的可靠性和质量进行工作,所以,对工作场所合乎人道的要求,也是采用机器人进行辅助自动化的重要理由。
可靠性和利用率是机床和设备最重要的特征参数。就这些参数而言,机器人完全可以令人信服。在定期维护的情况下,在机器人上首次出现故障的平均间隔时间(称之为MTBF-平均无故障时间)显然超过65000小时,这意味着在一年365天,每天24小时连续运行的情况下,差不多在7.5年后才发生一次故障,这种很高的可靠性和利用率是切削加工过程自动化中愈来愈多的采用工业机器人的重要原因。
复杂零件体现磨削品质
来自德国阿尔岑瑙(Alzenau)的ISA自动化系统公司,在湖南其重要的业务是从事于研究机器人辅助的磨削和抛光系统。机床和设备的主要使用者是家具、汽车及附件等工业以及铸造厂从事铸件清理的磨工和抛光作业工。特别是对于小批量多品种产品的生产,在这里采用机器人的解决方案有着突出的优点。它可以省掉回转工作台较长的准备时间,总的来说,是提高了磨削加工的质量。手工作业的磨工,在最好的情况下最初加工十个零件是精确的,随后工作注意力会下降。而机器人则相反,它可以确保始终不变的质量。此外,需要的人也较少。
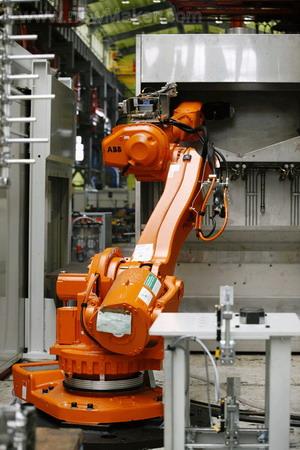
ISA公司采用机器人进行辅助加工,当进行磨削时,它可以以5.5kW的驱动功率传递到接触轮,进行抛光时,驱动功率甚至可达到11kW。然而,人们用手动方式以这样的力和速度进行加工是不可能实现的。ISA公司采用了ABB公司的工业机器人来装备其设备,这些机器人的型号为IRB2400,IRB4400和改进型的IRB6400。由于其紧凑的结构,可以用来构成作业空间十分精简的机器人单元。企业可以用它来改装用户现有的主要设备。例如在对家具部件进行精整加工时,甚至可在5台加工机床的中央设置一台机器人,机器人抓取待加工的工件并将其送到每一台设备上(图1)。对于加工几何形状复杂的扶手进一步开发了机器人系统。为了实现加工机床所需的不同定向,ISA公司是将每台机床安装在机床自己的一台回转工作台上。而回转工作台就起到机器人的第7个坐标轴的作用。这样,ISA公司在一台加工单元上,以包括三台磨床和二台抛光机在内的十台机床的配置,通过工业机器人完成扶手的综合加工-从毛坯件直到具有光泽表面的成品件,最后又自动将成品件进行堆垛。
在精加工钢管时,机器人抓取待加工工件
并将其送到径向布置的磨床和抛光机上
曲轴轴瓦的测量、去毛刺和堆垛
汽车-配件供应厂必须供应完美无缺的产品,以便能在竞争中站稳脚跟。这特别适用于像自动变速器的滑阀体、缸盖,柴油机喷油泵和涡轮增压器壳等关键成套零部件的生产。这些零部件是以出众的表面特性为重要条件的。因此,这些零件在机加工后要彻底去除毛刺,并全面进行清洗,以确保在今后设备运行中不会有毛刺颗粒,残余尘埃或焊珠的脱落,以致损害到部件的功能或甚至造成完全的损坏。一个要求很高精度的实例是丹麦vald.Birn铸造企业集团在Holstebro工厂中的曲轴轴瓦装配。这里,在WMS工程公司三个紧凑型去毛刺单元中采用了ABB公司的工业机器人,尽管铸造车间恶劣的环境,三个机器人单元肯定能十分精确地对载重汽车发动机的曲轴轴瓦进行测量,去毛刺和堆垛。为了实现这些作业,WMS工程公司首先在自己的一台演示设备上对轴瓦进行了广泛的去毛刺实验,然后确定测量设备以及必需的去毛刺工具。
机器人单元的核心设备是ABB公司一种刚性特别好的铸造结构的IRB2400型工业机器人。三班制运行的机器人必须要具有很高的刚性,以便能承受在去毛刺时产生的加工力和获得始终如一的成果。刚性决定了所能达到的进给速度和有待获得的表面质量,链式传送带把从加工中心上卸下来的轴瓦(总是8个为上部和8个是下部)输送到机器人单元,机器人首先从传送带上抓取工件,并将工件平放在测量装置上,在这里,以最大为5μm的偏差测量今后要安装曲轴主轴颈的上部和下部的已加工表面。PC对测量数据进行分析处理,并提供给机器人,然后由机器人从各相配零件中选定一对配合件。把超差的零件从生产流程中剔除出去。在下一工步中,机器人针对不同型号的零件采用不同的工具(如铣刀,锉刀和刷子)去除毛刺。接着,机器人以0.2mm的重复精度把工件存放到堆垛装置上。在这里,加工并包括测量和堆垛,整个节拍时间约为45秒。后面的传送带把已去除毛刺的经过测量和清洗过的工件(不经手动的中间操作)输送到自动装配机上。这个系统的主要优点是具有稳定和高的去毛刺质量。此外,连续的测量同时又立即把测量数据反馈给加工中心,这对保证质量和避免废品损失作出了重要贡献。
IRB6400在进行铸件的精整加工
丹麦DISA集团是以其顶尖的喷丸清理设备和自动化去毛刺设备而著称,算得上是全球领先的机械设备制造厂。DISA集团的成套设备包括有采用机器人作业的去泥芯,去型砂,去铸造氧化皮,捣碎,切割,锯切和机械精整加工等设备。铸件精整系统的核心部件是ABB公司的IRB6400型工业机器人,在这种应用情况中,机器人抓取已预先定位的工件,接着自动完成锯切,磨削,如需要也可完成其它的工序。对此,机器人操纵着工件将其靠到固定的抛光轮、砂轮和其它工具上进行相应的加工,加工完后,把工件存放到传送带上进行进一步的输送(图2和图3)。
在铸件经锯切、磨削和精整之后,机器人
把已加工好的工件放置在传送带上以继续进行传送
铸件的自动精整加工与手动加工相比,有显著优点。它加速了工件在生产中的通过速度,优化了企业内部的物料供应和提高了产品质量及生产的稳定性。此外,它还提高了工作场所的安全性和改善了劳动的生态条件。因为,由于粉尘、噪声和震动引起的环境污染仅局限于封闭的机器人单元区域内。
上一篇:机器人让汽车压铸件加工实现了自动化
下一篇:机床上下料机器人自动化改造系统设计原则
-
机床上下料机器人集成中机器人本体的选用
目前,机床上下料机器人系统集成广泛采用日本FANUC法那科的LR Mate 200iC系列机器人本体,客户定制的数控车床、加工中心等机床上下料自动化的项目中,FANUC机器人都有出色的表现,集高效生产、稳定运行、节约空间等优势于一体,获得了
2015-03-23 -
机床上下料机器人自动化改造系统设计原则
企业对现有的数控机床进行自动化改造,一般是采用工业机器人改变机床在加工过程中的工件上下料方式,即采用工业机器人来替代人工和专机,完成工件装卸、工作翻转、工序转换,不用人或少用人,实现机械零部件加工单元和生产线,能实现24小时的大批量、自动化
2014-08-29 -
机器人让汽车压铸件加工实现了自动化
重庆长安铃木汽车公司的压铸项目采用的新一代机器人,可全面提高生产柔性、生产效率和再现性,还能大幅缩短操作工时。 作为一家专业开发广泛应用于各类材料的成形、锻造和压铸解决方案的公司,米勒万家顿在过去的20年里一直与中国企业保持着良好的业务
2012-04-01 -
用于立式加工中心的上下料机器人
Sequoia自动化公司拥有一个CNC精密数控加工车间,为汽车工业提供二级和三级零件,他们亟需缩减生产成本、提高生产效率和保持在这一行业中的竞争优势。为了很好地解决公司所面临的这些问题,需要提高该公司生产车间中双托盘立式加工中心的自动化水平
2012-03-31



