

轴承内外圈车削自动上下料机器人
发布日期:2013-01-06 兰生客服中心 浏览:14518
一、客户情况:
客户是无锡的一家生产滚动轴承的外资企业。工厂现有近100台刀塔式国产和进口的中高端数控车床,用于轴承内外圈车削加工,工厂按照两班倒生产,共有数控车操作工近200人左右。
二、自动化要求:
因为产品大部分出口美国,企业面临着人民币升值的压力,再加工原材料和工人工资的不断上涨,致使生产成本不断提高。客户想通过改变目前车床操作工密集型的传统生产方式,采用机器人替代人工上下料,实现大批量自动化加工,提高企业经济效益和盈利水平,提升参与国际竞争的能力。
三、解决方案:
这是一个数控车床的自动化改造项目,因此该着项目是在工厂车间现有的条件下进行的,与新增项目相比,会受到许多客观条件的限制。
(一)、项目自动化系统设计的原则,必须是:
1、个性化。切合工厂实际,能充分满足自动化生产的需要,解决好关键问题。
2、经济性。着眼于项目的性价比,在满足自动化生产要求的前提下,因陋就简,不求奢华,尽量少花钱,节省改造费用。
3、最大化:尽最大努力,提高自动化程度和自动化水平,少用或不用人工,而提高产量。
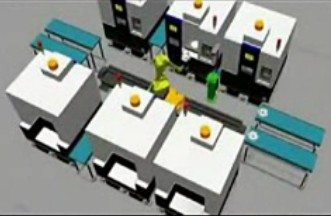
(二)、建立自动化车削加工单元:
通过建立自动化车削加工单元,可以满足轴承内外圈的大批量自动化加工。
1、自动化车削加工单元的组成:由一台机器人服务两台数控车床。共采用50套桁架式机器人。
2、自动化车削加工单元的布局:根据厂房高度,数控车床按照“一”字型排开,机器人安装在数控车床的上部进行上下料作业,节省场地和空间。
3、机器人的选型:由于轴承坯料是环形锻件,工件直径为80-120mm,重量不超过10kg,主要是完成两道车削工序。针对客户工件,最适合采用桁架式机器人机械手。这是因为上下料机器人只需要作上下升降和左右移动,动作简单,没有必要采用多关节机器人。
4、送料系统的配置:采用6工位旋转料仓,自带翻转装置,一次装填,可以完成零件的正反两面的加工。旋转料仓由驱动电机、减速机,链条、托盘、举升装置和控制系统等构成。料仓的旋转采用减速机带动链 条旋转实现,由传感器控制料仓内托盘的位置,物料的进给采用电机和减速机带动链条上的托板升降来实现,自动料仓立的控制由独立的PLC控制器完成。
5、抓手设计制造:根据客户的工件形状、重量,为客户独立设计气动外夹式的双手指抓手。
四、项目效果
1、这个切削加工单元的按照原来的加工方式,每台数控机床配备一名操作工,分两班次共200个人,现在每个操作工至少可以照看5台数控车床,每班只需20个操作工,大大节省了劳力成本,两到三年内可以收回机器人成本。
2、要提高生产效率,必须控制生产节拍。除了固定的生产加工节拍无法提高外,自动上、下料取代了人工操作,这样就可以很好的控制节拍,避免了由于人为因素而对生产节拍产生的影响,大大提高了生产效率,实现了自动化大批量加工。
3、产品质量有了保证。机器人自动化生产线,从上料,装夹,下料完全由机器人完成,减少了中间环节,零件质量大大提高,特别是工件表面更美观。
上一篇:连杆机器人自动加工岛
下一篇:散装工件搬运自动化系统所选用的机器人
-
1台FANUC机器人实现5台数控机床上下料作业

桥箱类零件生产具有精度高、加工工序多、形状复杂及重量重的特点,为提高加工精度及生产效率,各重型汽车生产厂纷纷采用数控加工中心来加工此类零部件。 使用数控加工中心加工工件时,要求工件在工作台上具有非常高的定位精度,且需要保证每次上料的一致性
2014-07-07 -
散装无定位工件切削加工的自动上下料机器人

对于无定位的散装工件装卡,为了保证加工精度,往往由机床操作工借助工量具装卡位置。这样,就会增加机床的辅助加工时间,而减少了机床的工作时间,从而降低了机床利用率。因此,有的工厂就通过机器人替代工人实现自动化加工,从而既提高了上料速度,同时又
2013-02-01 -
为六台加工中心自动上下料机器人
在南京的一个汽配加工客户,接到配套单位的一个新订单,要求批量加工一种新产品。客户考虑到这个新项目的上马,就需要添加较多的加工中心,一下子要招聘这么多熟练的数控机床操作技术工人,很有难度。因而希望能够采用机器人实现自动化加工,以减少用工压力
2013-02-01 -
齿轮车削单元的上下料机器人

江苏常州,是齿轮加工的聚散地。这里因为常州在20世纪70年代,就已形成内燃机、柴油机、拖拉机、装载机、挖掘机和减速机的产业链。因而齿轮就成为这个产业链中的配套产品。这些齿轮加工企业,当初都依靠普通切削机床起家,近几年,已逐步采用数控齿轮和
2013-02-01



