

法拉利五轴机床在叶片加工中的应用
发布日期:2016-01-18 兰生客服中心 浏览:7596
——本文转自中国数控机床网
本文介绍了法拉利机床及其编程软件的的特点,以及在叶片加工中的经验,在实际使用中取得很好的效果。
1 前言
叶片是汽轮机、航空发动机、鼓风机、轴流压缩机等设备的核心部件之一,它起着将动能转换为机械能的作用,汽轮机等设备效率的高低,很大程度上取决于叶片型面的设计和制造水平。目前,国内外大型汽轮机叶片的型面加工均采用五轴联动机床,我们公司是汽轮机叶片专业化企业,在已经引进德国德马吉、瑞士斯特拉格等五轴机床的基础上,又购买了意大利法拉利公司A175型五轴机床(见图1)。

图1 法拉利机床A175型五轴机床
意大利法拉利公司公司不仅提供了精度高,非常适合叶片加工的机床,还配套提供了使用方便、专用于叶片加工的CAM软件TS30/80及数控加工程序模拟软件Plo3D,因此在叶片加工行业有着非常广泛的应用。
2 法拉利A175机床简介
2.1 机床的数控系统
法拉利机床采用E580数控系统,通过采用连续的曲线沿着运动轨迹调整机床动态性能,取保坐标的运动始终得到监控,以避免不需要的震荡或振动,所具有的“向前看”功能能使控制系统根据型面特点在线计算最佳进給速度。“前置反馈”技术可使动态跟踪误差接近为零。并且它的数控控制系统本身就是一台PC电脑,与Windows2000操纵系统融为一体,界面直观友好。
2.2 机床的配置
法拉利A175是一台模块化,高精度立式数控加工中心,机床结构经过精心设计,在保证刚性的同时,尽可能减轻运动部件的重量,使机床不但具有出色的高速性能,同时具备了很强的粗加工能力,工件毛坯可以从方钢开始,直至加工到抛光程度。A175经过五坐标五联动的配置,非常适合各种叶片的加工。
机床床身为整体箱式铸铁结构,无扭曲变形,无需地基。立柱的移动集成了纵向、垂向的运动,滑枕作横向运动。工作台安装面采用立式结构,并固定安装在床身上。 其坐标行程X轴为1050mm,Y轴为520mm,Z轴为420mm,可以加工的最大叶片尺寸为L700XΦ450mm,它有ABC共3个旋转轴,A轴是旋转平台绕X轴360度旋转(见图2),B轴位于右边的分度头绕Y轴-46度至+136度旋转(见图3),C轴是摆头绕Z轴-90度至+90度旋转,
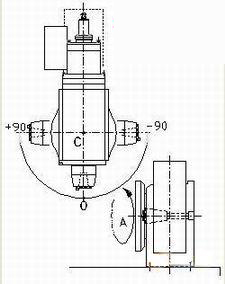
图2 法拉利机床A轴和C轴的旋转方式
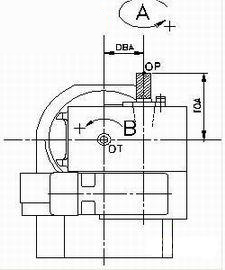
图3 法拉利机床B轴的旋转方式
3 编程软件
3.1 TS30G
TS30G是法拉利公司用于叶片编程的二维CAD/CAM软件,一般用于编写叶根叶冠部位的加工程序,是用一种类似BASIC高级语言的方式来编程,其语句分为几何语句、技术语句和系统语句。
3.2 TS80C
TS80C为专用于叶片型面部分加工的软件集成工具。将叶片加工主要分为三个部分,即叶身型面、叶根转接型面和叶根转接平台;叶身型面和叶根转接型面属于同种加工类型(Aerofoil),不同的是叶身型面一般采用园鼻刀加工,刀具随曲面法向左右摆动,而叶根转接型面一般采用球头刀加工,加工时刀具倾斜成一固定角度;叶根转接平台加工分成两种;一种是用带锥度的球刀侧刃靠上叶根平台侧母线直接铣削(Root),另一种是用球刀插补加工(Interpolate Root)。
3.3 Plo3D软件
用TS30/80编好程序后,最好在Plo3D软件中对刀轨进行模拟,查看刀具轨迹是否公道,是否过切等。一般的CAM软件是在计算出刀轨就进行模拟,然后再后处理天生加工程序,至于后处理出来的程序对不对就要通过第三方的模拟软件才能知道。Plo3D软件是直接对机床使用的NC代码进行模拟,除了单步检查外,还可以导进加工零件、毛坯以及夹具等的模型,对多道加工程序进行整体模拟,这样就可以看出前后工序间留的余量是否均匀,衔接是否公道。
4 在叶片加工中的应用
4.1 实现本地加工
法拉利机床有3个旋转轴,机床就显得很灵活,可以加工一些一般的五轴机床不能加工的部位,比如打中心孔,铣锥度回转夹具,这样就可以实现本地加工,即在同一台机床上加工夹具,再用此夹具加工工件,可以保证较好的装夹精度。
4.2 改装机床做大叶片
法拉利机床X轴行程为1050mm,可以加工的工件最大长度为700mm,最大直径为:Φ450mm,考虑到毛坯、夹具和转接盘等因素,终极可以做的叶片尺寸应该是在500mm以下,公司可以生产大叶片的机床有限,而大叶片的生产任务有很紧,就请法拉利公司的维修工程师将右侧的驱动装置往右移了大约200mm,固然使B轴超出了可编程的坐标系,但是我们可以做U625这样的大叶片,以解生产的燃眉之急。从中我们也可体会到该机床的适用性比较广。
4.3 叶片型面部分的加工
叶片的外形固然千差万别,但它都有一些共性的特征,如:叶片轴心、叶身型面、叶根平台轮廓、叶根平台侧母线等(见图4),TS80从叶片造型中读取这些特征就可以很方便地进行叶片型面部分的编程和加工。
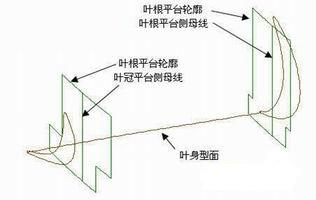
图4 叶片型面部分的特征
4.4 直接在机床上修改程序
对于比较规则的几何外形,配正当拉利机床特定的G代码(G56)定义所要加工的面,在调试时根据实测值可以在机床上很快找到要修改的值(见图5),不必知道这个值应该是多少,只要知道该吃多少或放多少就可以了,熟练的操纵工就可以修改,大大进步了调试的效率。

图5 直接在机床上修改程序
4.5 系列化的叶片编程
现在很多叶片产品都是成系列化的,外形大致相同,只是尺寸不同,在中可以通过对各种尺寸设置变量,不同的产品只要对变量进行不同的赋值,而基本的走刀指令不用更改,就可以实现系列化的叶片编程,进步编程的效率。
下面列出的是TS30编程的片断:
…
#TD,20
#RI,1.6
FOR,#K,1,55,1
PF#K,PF#K,MY
NEXT
…
E,MILL,FA1,PF201,ZR13,ZA#Z,INCZ#DZ,DZ15,OFF#D,RA100,CL10,D#
TD,RI#RI,FR#FR,SS#SS
从中我们可以看出TS30是一套数控编程的高级语言,给与编程员很大的自由发挥空间,熟练运用各种语句,可以编出很好的程序,当然相应的要花较多的时间来学习把握这种语言的使用方法。
5 结束语
经过一段时间的使用,法拉利机床在叶片加工方面的表现不错,精度高,轻易把握,还提供多种接口,方便实现数控加工程序的传送,在编程方面,TS30/80也很专业方便。有一点要留意的就是它的刚性不足,不能承受很大的切削量,一般切深是0.5mm~1.0mm,,总体感觉法拉利机床很灵巧,非常适合精加工,在实际生产中,要根据机床的特点公道使用机床和加工参数,让机床发挥出更大的效益。
上一篇:模具模型的数控加工解决方案
下一篇:用于家具加工的意大利CMS龙门加工中心解决方案
-
模具模型的数控加工解决方案
在过去的几年里,CMS公司在模具、模型加工安装了大量的机床设备。究其原因,归功于几点:杰出的设备性能,丰富的大型机床的设计和制造经验,各类非金属材料的加工经验,及时高效、稳定可靠的本土化售后服务。 一、不同的配置方式 应用于大尺寸铝合金
2016-01-07 -
风电能源行业的数控加工解决方案
一、采用数控技术加工风电叶片根部 ——叶片根部的高精度加工时提高效率、增加叶片工作寿命的关键 叶片根部的钻削加工和铣削加工是风电叶片装配的基要求。其加工的精度水平将直接影响风电机组的工作性能。 通过采用CMS的加工方案,其高精度加工水
2016-01-06 -
ABB发布目前市场上最精确的中型机器人用轨道运动平台
ABB近日隆重发布智能化的紧凑型IRBT2005中型机器人轨道运动平台(MTM)。IRBT2005由1米长的标准模块组成,支持客户自行扩展导轨长度和行程,满足机器人和传输应用需求。在IRBT2005开发过程中,ABB重点优化了机器人和导轨的
2015-12-30 -
ABB推出紧凑型SCARA机器人系列产品
ABB于近日宣布推出首个系列的选择顺应性关节型机器人(SCARA)产品IRB 910SC系列。作为ABB小型机器人家族的新成员, ABB IRB 910SC系列SCARA机器人最大负载达6公斤。IRB 910SC现有三种配置(IRB 910
2015-12-30



