

桁架式机床上下料机器人集成的总体要求
发布日期:2012-12-18 兰生客服中心 浏览:5713
桁架式机床上下料机器人机械手自动上下料由PLC 可编程逻辑控制器协调控制,经各种液压缸和气缸配合进行动作处理。整个自动上下料过程包括五大部分:(1)工件输送;(2)机械手取料;(3)卡盘上下 料;(4)机械手送料;(5)零件送到下一工序。其中,(1)、(5)部分与其他部分、数控加工并行执行;(2)、(4)部分与数控加工同时进行。

数控车床机械手上下料工作流程框图
1、工件输送
采用水平输送、倾斜输送、提升输送等方式。水平输送可输送不同物品,并且可以采用不同输送速度、不同输送形式;倾斜输送可调节倾斜角度,通过使用带有花纹的传 输带或水平挡板,提高传输带对工件的抓着稳定性,防止工件滑散、甩脱,保证准确的运行轨迹;提升输送占据空间小,对小型圆柱类零件有较好效果。
在PLC程序设计时,如所需加工的工件有方向性,编辑的PLC程序除控制工件的转向定位,还应考虑到定位的可靠性。在一次定位不准时,可以重新转向定位一到两次,以保证循环中不会因工件输送定位偶然出错而停止。
2、机械手取料
当工件输送到位,取料机械手就进入工作状态并开始抓料。在抓工件过程中,必须保证手爪和工件之间的位置和角度关系。首先调整手爪上的基准面和台面上相应的基准面贴合,以减小角度误差;随后平移手爪或料台,调整位置误差。
3、卡盘上下料
这是整个自动上下料机构的核心部分。在卡盘上下料过程中,机械手应和机床一些辅助功能配合工作,要求同步协调、稳妥可靠。
4、机械手送料
卡盘上下料完成,送料机械手须把已加工好的工件运送到送料槽。由卡盘上下料的框图中可见,送料优先于取料和卡盘上下料,取料优先于卡盘上下料,这样才能保证在整个上下料循环过程中不会发生有料的抓手再去抓料。
5、零件送到下一工序
机械手将已加工好的零件送到料槽后,再通过传输带等方式把已加工好的工件送到下一加工工序。
为了便于用户选择多台机床的组合使用方式,HM-001数控车床可采用单边上下料或双边上下料,传输带也要考虑到这两种方式的不同使用。在单边上下料设计 时,传输设备尽量结合双边上下料时取料和送料的结构,这样PLC程序控制时可使单双边上下料一致,增强其通用性。
6、安全防护措施的设计
在数控机床上,安装有安全检测开关,专门检查工件是否被夹紧,并把卡盘的开启和闭合转换为直线运动,测量相应的直线运动点来监控卡盘的开启和 闭合。当需要加工不同的零件时,可随工件的不同调节所检测的直线运动点,来改变监控位置,从而达到安全防护措施的实用性,也相应地拓宽了数控机床的应用范围。
在机械手移动行架上,设定二次限位开关,防止机械手运动超程;设定机械手安全工作区域,防止机械手在非安全位置上下运动,引发机器故障,影响整台机床的性能。
-
桁架式机器人应用
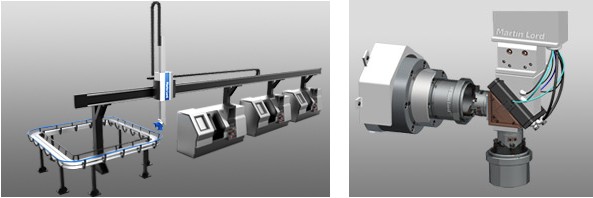
兰生公司的战略合作伙伴英国马丁路德机器人公司,提供的龙门式(桁架式)机器人为数控车床、立式加工中心机、卧式加工中心机、数控立式车床、数控磨床、数控磨齿机、数控焊接、 数控切割等设备的零件加工提供了自动化解决方案,其高可靠性、高速度、高精度的
2012-12-18 -
桁架式机床上下料机器人集成应用的其他技术
兰生工业自动化科技有限公司的桁架式机床上下料机器人集成,与马丁路德、机器人制造商共同合作。针对客户不同的需求,在桁架式机床上下料机器人自动化集成还应用了其他的相关技术。 1、润滑技术 机器人往往都很高,若要保持长期的高速运转,需要将机器
2014-01-10 -
桁架式机床上下料机器人的上下料传送机
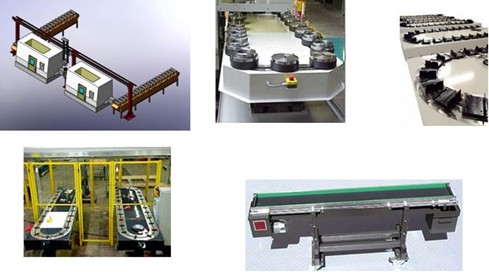
桁架式机床上下料机器人的下料传送机构通常是指传送带,要求尽量节省空间。一个窄传送带可满足多台机床的下料,这样有利于后续人工对零件的检验、装箱和搬运。对于一些加工时间长的零件或大型零件,通常可将上料仓与下料仓通用。 以下是兰生工业自动化科技
2012-12-18 -
桁架式机床上下料机器人的旋转式料仓
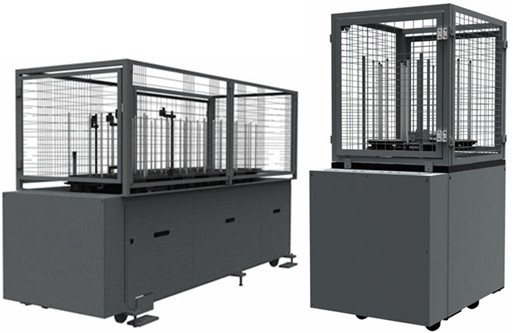
兰生提供的桁架式机床上下料机器人的旋转料仓,由驱动电机、减速机,链条、托盘、举升装置和控制系统等构成。料仓的旋转采用减速机带动链条旋转实现,由传感器控制料仓内托盘的位置,物料的进给采用电机和减速机带动链条上的托板升降来实现,自动料仓
2014-01-10

