

国内外高速加工工具系统
发布日期:2012-10-22 兰生客服中心 浏览:5888
一、国外新型工具系统的开发
1、HSK工具系统
HSK刀柄是德国阿亨工业大学机床研究所研究的一种新型的高速短锥刀柄(见图2a);其结构特点是空心、薄壁、短锥,锥度为1:10 ;端面与锥面同时定位、夹紧,刀柄在主轴中的定位为过定位;使用由内向外的外涨式夹紧机构。
HSK工具系统最突出的特点就是端面和锥面同步接触。夹紧时,由于锥部有过盈,所以锥面受压产生弹性变形,同时刀柄向主轴锥孔轴向位移,以消除初始间隙,实现端面之间的贴合,这样就实现了双面同步夹紧。就其本身的定位而言,这种保证锥面和端面同时定位的方式实质上是过定位。HSK接口的径向精度是由锥面接触特性决定的,这一点与BT锥柄一致(二者的径向精度均可达到0.2µm)。HSK接口的轴向精度由接触端面决定,这与BT锥柄明显不同,中空结构是HSK刀柄的一个重要特征。要实现双面接触,锥面必须产生弹性变形,与实心柄相比,空心柄产生弹性变形容易得多,所消耗的夹紧力也小得多,而当主轴高速回转时,空心薄壁的径向膨胀量与主轴内锥孔相差不大,有利于在较大转速范围内保持锥面的可靠接触。HSK刀柄的空心柄部还为夹紧机构提供了安装空间,以实现由内向外的夹紧。这种夹紧方式可以把离心力转化为夹紧力,使刀柄在高转速下工作时的夹紧更为可靠。此外,HSK刀柄的空心柄部还使内部切削液的供应成为可能。
HSK工具系统以其定位精度高,静、动态刚度高,尺寸小、重量轻、结构紧凑,适合高速切削等优点,已成为高速加工中最有发展潜力的高级系统。国际标准化组织最终确定以HSK为新型工具系统的国际标准,并于2001年颁布了该项ISO标准(ISO12164)。
2、KM工具系统
KM工具系统是美国肯纳金属(Kennametal)公司及德国维迪亚(Widia)公司联合研制的(见图2b),其基本形状与HSK很类似,也是采用了1:10的空心短锥配合和双面定位方式。主要的差别在于夹紧机构的不同,KM刀柄是使用钢球斜面锁紧,夹紧时钢球沿拉杆凹槽的斜面被推出,卡在刀柄上的锁紧孔斜面上,将刀柄向主轴孔拉紧,刀柄产生弹性变形使刀柄端面与主轴端面贴紧。
KM工具系统具有高刚度、高精度、快速装夹和维护简单等优点。试验证实KM刀柄的动刚度比HSK系统更高,不过由于KM刀柄锥面上开有对称的两个供夹紧用的圆弧凹槽,需要非常大的夹紧力才能正常工作。
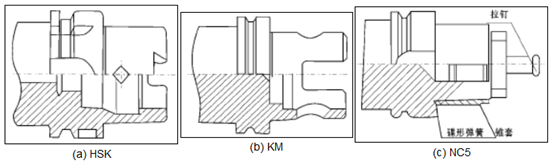
图2 三种代表性的新型刀柄示意图
3、NC5工具系统
NC5工具系统是日本株式会社日研工作所开发的(见图2c),采用1:10锥度双面定位结构。锥柄采用实心结构,使其抗高频颤振能力优于空心短锥结构。其定位原理与HSK、KM相同,不同的是把1/10锥柄分成了锥套和锥柄两部分,锥套端面有碟型弹簧,具有缓冲抑振作用。通过锥套的微量位移,可以有效吸收锥部基准圆的微量轴向位置误差,以便缓和刀柄的制造难度。弹簧的预压作用还能衰减切削时的微量振动,有益于提高刀具的耐用度。当高速旋转的离心力导致锥孔扩张时,弹簧会使轴套产生轴向位移,补偿径向间隙,确保径向精度,由于刀柄本体并未产生轴向移动,因此又能保证工具系统的轴向精度。
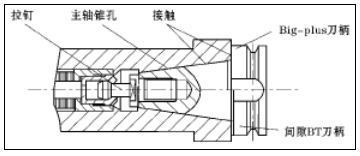
图3 BT刀柄与Big-plus刀柄对比图
4、Big-plus工具系统
Big-plus工具系统是日本大昭和精机公司开发的改进型7:24锥柄工具系统(见图3)。该系统与现有的7:24 锥柄完全兼容,它将主轴端面与刀具法兰间的间隙量分配给主轴和刀柄各一半,分别加长主轴和加厚刀柄法兰的尺寸,实现主轴端面与刀具法兰的同时接触。装入刀柄时伴随主轴孔的扩张使刀具轴向移动达到端面接触。
与BT锥柄相比,Big-plus锥柄对弯矩的承载能力因有一个加大的支撑直径而提高,从而增加了装夹稳定性。Big-plus 工具系统的夹持刚性高,因此在高速加工中可减少刀柄的跳动,提高重复换刀精度。
二、国内新型工具系统的研究
我国在新型工具系统的研究方面起步较晚,对工具系统进行实质性分析研究的成果较少。其中成都工具研究所的梁彦学高工、张铁铭高工、赵柄桢高工在引进HSK工具系统标准、探索制造工艺及动平衡方面作了许多工作。成都工具研究所“九五”期间承担了国家重点科技攻关专题《数控机床工具系统工程化技术的开发研究》,主要成果是引进了HSK刀柄的制造标准,开发了相应的加工工艺,并据此制造出了HSK刀柄及部分检测设备,填补了国内空白。
在此基础上,成都工具研究所和江苏大学等单位共同承担的国家“十五”科技攻关课题“高速加工工具系统的开发与应用”,利用有限元法对高速状态下HSK工具系统的特性进行了仿真分析、建立了力学模型和专家知识库,为掌握其结构动态、静态特性、工作机理提供了科学理论指导和依据;建立了HSK 工具系统柄的标准图库及HSK 工具系统产品图库,制定了HSK工具系统的制造技术规范;完成了HSK工具系统标准技术的研究工作,制定了HSK工具系统国家标准,为我国HSK 工具系统的产业化、推广应用并进入国际市场打下了良好的基础。
某大学对HSK刀柄的结构进行优化,提出磨损后的HSK刀柄的重磨方法,减小了刀柄加工误差的不利影响,使刀柄的性能更可靠,实现了磨损后的HSK 刀柄再利用,降低了生产成本,解决了HSK刀柄磨损后不能再利用的难题。华南理工大学的刘旺玉利用有限元方法对HSK薄壁液压夹头夹紧扭矩进行了分析。山东大学的张松等借用非线性有限元技术对HSK主轴/刀具联接的变形及接触应力分布进行了分析,讨论了旋转速度和过盈量对接触应力的影响。
上一篇:高速铣削冷却方式的合理选择
下一篇:高速铣削刀具与机床的接口
-
飞机零部件制造对高速铣削机床的需求
大飞机零件具有外廓尺寸大、结构复杂、重量轻的特点,在多个对接部位或活动面处有精度要求较高的多面体接头类零件。同时,随着新型材料技术的不断发展和飞机整体强度重量比设计要求的不断提高,复合材料在大飞机中的用量也越来越大。大飞机零件的这些特点对数
2013-09-06 -
高速铣削技术在飞机制造的应用
大飞机数控加工工艺技术的实现,必须依赖于满足使用要求的先进数控设备和高质量的数控刀具,换言之,就是数控设备必须具有大行程、高转速、高进给、高精度和五轴联动等特点;数控刀具必须满足高动平衡等级、高刚性、良好的耐磨性和红硬性等技术要求,刀具接口
2013-09-06 -
铝合金整体结构件高速铣削刀具材料的选择
飞机机体的 60%~70%为加入Si、Cu、Mn等合金元素的7075、7050、2024、6061类热处理预拉伸变形铝合金材料,物理和机械性能如表1所示。 表1 航空铝合金材料的物理与机械性能 铝合金牌号及状态 热膨胀系数(20~1
2013-09-06 -
铝合金高速铣削刀具参数选择
铝合金的高速切削加工,速度很高,刀具前刀面温升高,前角比常规切削时的刀具前角约小10°,后角稍大约5°~8°,主副切削刃连接处需修圆或导角,以增大刀尖角和刀具的散热体积,防止刀尖处的热磨损,减少刀刃破损的概率。在PCD刀具超高速切削铝合金时
2013-09-06

