

难加工材料的钻削加工
发布日期:2012-10-26 兰生客服中心 浏览:5141
一、常规钻头加工
常规钻头加工不锈钢和耐热合金通常面临很大问题。加工时会发出尖锐的啸叫声、迅速增大的磨损或者刀具切削刃崩裂。典型的现象是副切削刃崩裂,也被称为导向棱边(图1)。如果在合金的钻削加工时发生这种现象,最有可能导致的是刀具使用寿命缩短甚至刀具报废。
二、硬质金属刀具重磨

图1
对高质量的硬质金属刀具进行重磨通常不具有经济性甚至根本不可能。
图1:硬质金属钻头上导向棱边发生的崩裂是切削不锈钢以及耐热合金材料时出现的典型现象,如图中显示的双相钢钻头。
导致上述现象的原因主要是钻削刀具的摆动,而摆动现象的原因多种多样。一种原因是刀具受到被切削材料作用的而回弹。发生摆动时刀具的头部按照椭圆形轨迹运动,同时刀刃或者刀尖按照多边形(大多数情况下是三角形)轨迹进行运动。这种运动对刀具的切削路程有着不利影响。一种钻削刀具是否摆动以及其摆动幅度的大小主要取决于刀头的刃磨形式、导向棱边类型、打磨精度以及刃磨工作的精密程度。
针对硬质金属刀具的刃磨通常采用4面以及圆锥面刃磨工艺。此外,Kennametal公司还能够提供已注册专利的SE或者HP刃磨工艺(图2)。与常规刃磨工艺相比,这种独特的工艺在刃磨切削刃时需要深入到钻头中心。刀头形式将保证较高的精度,并且尽可能按照切削技术的最新研究成果进行刃磨。如果开始钻入时的对中精度不高,刀具因此可能产生较大幅度幅度的摆动,从而也可能导致加工中的精度下降。

图2
图2:Kennametal公司除了能够提供常规的面以及圆锥面刃磨工艺外,还可以针对硬质金属钻头提供专利的HP刃磨技术。
诸如同心度偏低或者刀具对称度偏低等的刃磨误差都有可能加剧上述现象的发生。周边环节的误差还有可能进一步影响加工精度。因此,首先需要将夹紧系统和机床主轴的偏差和公差合并到一起,比如可以将同心度偏差和倾斜度合并。最终,扭转和轴向振动以及钻头和机床之间产生的低频折弯振动(摆动运动)会导致出现棱角或者不圆的孔径。
三、刀具加剧摆动运动
不锈钢和耐热合金对钻削刀具提出了较高的要求。由于刀具材料硬度很高,因此需要很高的切削力。钢材的可切削性将受到较高的冷作硬化趋势、较低的热传导性和较低的韧性的不利影响。材料的可延展性将导致钻削后的孔径通常因为材料的回弹而比其公称直径偏小。直径和圆度方面的偏差将使导向棱边上承受的压力增大,导致钻头与孔壁的接触加剧,甚至也可能导致钻头折断。导向棱边上所受压力的增大主要与摩擦和局部温度上升有关,而且也可能导致材料边缘出现损伤。可以查明由于挤压或者摆动引起刀尖上所受的负荷,从而预先提示哪些区域会比标准使用寿命提前折断。
四、切削参数
切削参数也会对钻孔质量产生影响,其中不仅包括切削速度,而且还包括进给量也是其中一个决定性的因素。目前,调质钢的切削速度最大约为200米/分钟,进给量一般可远高于0.1毫米/圈。例如,一根直径为8.5毫米的钻头可以承受0.25毫米/圈甚至更高的进给量。较高的进给量可以稳定钻头,并且可以略微消除摆动趋势,因此可以适当提高钻削加工的质量。
而不锈钢和镍基合金由于材料自身性质的限制就无法采用如此之高的切削速度和进给量,否则将导致钻头过载甚至损坏。通常情况下的进给量需要保持在较低的水平,远远低于0.1毫米/圈的进给量。由于钻头的横向切削刃在切入时不仅仅切削工件,还将挤压工件,因此采用这样的参数有利于避免发生摆动运动。钻头将挤压工件表面,如果工件与钻头的导向棱边发生干涉,那么对称度较好的钻头基本上可以保持稳定的切削过程,而摆动运动也将按照螺旋线进行。切屑过程中出现的切屑需要迅速从排屑槽排出。另外需要控制切屑的产生速度,以便比较通畅的排出,以避免损坏孔径内壁。调整后的排屑槽轮廓以及优化的切屑形状可以使得切屑尽可能卷曲。根据不同的材料需要将切屑尽可能的卷曲在一起。另外,还需要尽可能避免不受控的短小切屑进入排屑槽,导致孔径内壁受到破坏。利用Y型钻头可以在保证相同使用寿命的前提下获得更好的表面质量,同时可以确保切屑迅速顺畅地排入排屑槽。
五、圆锥形刀头
圆锥形的刀头形状更有利于对中,Y型钻头给人留下的第一印象就是不同排屑槽之间的夹角并不一致。3根导向棱边按照字母Y的形式就行排列,尽管这把钻头只拥有2根切削刃(图3)。Y型钻头具备了圆锥形的头部结构,经过精密打磨,可以确保准确对中。TiAlN涂层带来了很高的耐磨性能和生产效率,同时具备了非常广泛的应用范围。全世界范围内的钻头均可以在很短的时间内得到重磨和重新涂层。Kennametal公司在北美、欧洲和亚洲均建立了刀具重磨服务站,以便给重要的市场提供贴身服务。
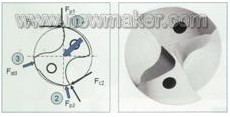
图3:Y型钻头上排屑槽的不同部分可以产生对准导向棱边的分力,有利于切削加工。
六、非均匀布置的排屑槽
借助非均匀布置的排屑槽可以获得具有指向性的切削力。沿着力的方向,切削刃上有一根导向棱边(2),在钻头刀背末端还有还有一根导向棱边(3)。Y型结构支撑了这跟额外的导向棱边。与上述两根棱边相对布置的棱边(1)上的负荷相应减少。在进行切削加工时,3根导向棱边起到了不同的作用:导向棱边(1)负责切削,导向棱边(2)负责切削和支撑,导向棱边或者称为滑移棱边(3)负责支撑。通过这种结构布置,刀具的摆动基本上可以得到消除,尤其是在进行钻削加工时可以保证加工的圆度公差和圆柱度公差。如果对切削刃继续进行优化可以将磨损降到最低限度。钻削加工的高质量要求和棱边形状向钻头尤其是切削刃和导向棱边上施加的“压力”得到了降低。
利用上述的技术可以适当延长刀具的切削路程。孔与钻削深度之间有一定的规律,比如加工完成的孔径略大于钻头的名义直径。也就是说:钻头不再卡在孔当中。在较好的前提条件下,IT8等级的孔径质量是可以达到的。同一把钻头钻削的第一个和最后一个孔径能够保持连续、稳定。诸如铰刀和丝攻等的后续工序的刀具寿命也能够得到提高。
Y型钻头在许多场合已经得到了成功应用。例如,即使在加工诸如1.3916、1.4350或者1.4542等尚未生锈的不锈钢时也可以获得很好的效果。在使用寿命中,效率提升常可以达到100%以上。即使是在加工热稳定性甚至是硬度达55HRC的硬化钢材时,Y型钻头依然能够给出令人满意的结果。
上一篇:塑料制品的切削加工
下一篇:铬镍不锈钢的切削加工
-
高温合金的难加工主要特点
航空发动机的零部件材料很大一部分是Ni基高温合金,属于难加工材料中很难加工的材料,且大部分零件的加工为车削加工,其相对切削性能小于0.2(正火状态45#钢的相对加工性能为1)。 高温合金的难加工主要特点: 1. 切削力大。高温合金的
2013-09-10 -
钛合金薄壁件的车削加工
某航空发动机易损件,最小壁厚为2mm,总长400mm,是一个典型长薄壁件。技术要求较高: 1、孔径公差为0.046, 2、外圆公差为0.03, 3、表面粗糙度Ra为1.6。 为保证壁厚差,孔与外圆必须同轴,加工难度较大。材料
2013-09-10 -
盘形薄壁零件的车刀角度的设定
在生产实际中盘形薄壁零件应用较广。由于工件较薄,刚性较差,采用常规的切削加工方法,受轴向切削力和热变形的影响,工件会出现弯曲变形,很难达到技术要求,产品合格率极低。因此,设计出一套行之有效的加工方法十分必要。传统方法采用内孔及端面定位,先加
2013-09-10 -
钛合金零件的深孔螺纹加工
深孔攻丝意味着攻丝深度大于丝锥直径的1.5倍以上。如当用一只直径为1/4″的丝锥加工深度为3/8″的螺纹时,这种情况通常称为深孔攻丝。 在钛合金零件上进行深孔攻丝是非常具有挑战性的。如果在一个接近完工的零件上,由于丝锥破损产生的刮削作用
2013-09-10

