

钛合金的磨削
发布日期:2012-10-28 兰生客服中心 浏览:6790
磨削钛合金除了常用的普通磨削法外,还可采用缓进给磨削法和低应力磨削法。
(1)缓进给磨削法:钛合金的缓进给磨削的特点与高温合金类同,有关的详细情况参照高温合金的缓进给磨削部分。钛合金的缓进给磨削一般选用GC60G~JV的砂轮,磨削速度Vc=28~30 m/s,工件速度Vw=70 mm/min,磨削深度αp=1~2 mm。工件表面粗糙度值要求较小时,应采用较硬的砂轮;成形磨削时,可用金刚石滚轮或钢滚轮来修整砂轮。
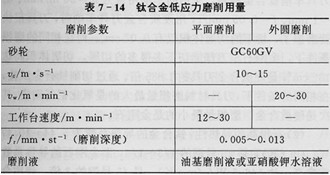
(2)低应力磨削法:钛合金的低应力磨削是靠减小磨去单位体积金属消耗的能量,来降低磨后工件表层的残余拉应力,消除烧伤、变形和裂纹,很适合钛合金的磨削。低应力磨削应采取以下措施:使用较软的砂轮,经常保持砂轮和修整工具的锋利,减小径向进给量(或磨削深度),降低磨削速度,大量充分使用性能好的磨削液。但此法生产率低,只适用于承受很高应力的零件(如:高循环应力或在腐蚀条件下工作的零件),用这种磨削法可提高零件的疲劳强度。其磨削用量见表7-14。
为了达到低应力磨削效果,应严格控制粗、半精、精磨三个阶段的径向进给量(或磨削深度):
①粗磨阶段。由毛坯尺寸磨至比最终尺寸大0.25 mm,采用fr≤0.05 mm/st。
②半精磨阶段。再磨至比最终尺寸大0.05 mm,采用fr=0.008~0.015 mm/单行程,半精磨前应修整砂轮。
③精磨阶段。磨至最终尺寸,采用fr=0.0025~0.005 mm/st,或根据需要用2~4个行程的无火花磨削至最终尺寸,精磨前应修整砂轮。
1、怎样选择砂轮?
(1)磨料的选择:白刚玉WA砂轮一般只能在Vc≤10 m/s的条件下磨削钛合金,因为Vc加大会使磨削温度升高,钛合金表层会发生组织转变;而且在高温下很容易吸收空气中的氧形成氧化钛,并与Al2O3生成固溶体,因而增大了钛与Al2O3的粘附结合力,加剧砂轮的粘结磨损。
绿碳化硅GC及铈碳化硅CC磨料与钛合金粘附较轻,尤以CC砂轮的磨削力小且磨削温度低。采用混合磨料(以GC及CC为主磨料,以铬刚玉PA、单晶刚玉SA、锆刚玉ZA或微晶刚玉MA为副磨料)磨削效果能得到很大提高,磨削温度降低到600℃以下,磨削比可达12。
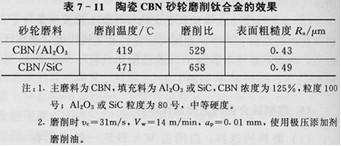
采用人造金刚石JR和立方氮化硼CBN超硬磨料磨削钛合金效果最好。CBN砂轮磨削钛合金的磨削比比采用混合磨料高50~60倍,且工件表层残余应力几乎都为压应力,陶瓷CBN砂轮磨削效果见表7-11。
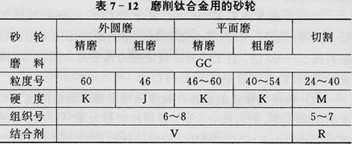
(2)粒度和硬度的选择:粒度和硬度都影响磨削比,粒度的影响大些。磨削钛合金时,常用粒度号为36号~80号的磨料、硬度为K~M的砂轮;较软的砂轮磨削力较小且磨削温度较低,但磨损较大。实践证明,既能减小磨削力又能适当提高磨削比,采用粒度为80号、硬度为J的砂轮为宜。
(3)结合剂的选择:磨削钛合金的砂轮一般选用陶瓷结合剂V,这种结合剂的砂轮磨削力比较大;对大而薄的砂轮选用橡胶结合剂R,可降低磨削温度和磨削力。
(4)组织的选择:采用中等偏疏松或疏松的砂轮组织5~8号为宜。成型磨削及精密磨削时,为保持砂轮型面及磨削表面粗糙度,可选用组织较为紧密的砂轮。
磨削钛合金时,不同磨削方式使用砂轮的具体选择见表7-12。
2、磨削钛合金时怎样选择磨削用量?
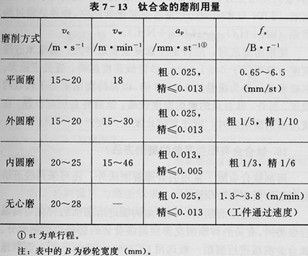
由于钛合金的磨削温度高,再加上钛合金的化学活性大,工件表层组织很容易发生相变,而且容易产生有害的残余拉应力,会降低零件的疲劳强度,因此在选择钛合金的磨削用量时首先要考虑的是降低磨削温度。磨削速度对磨削温度的影响最大,即磨削钛合金时的速度不宜太高。具体的钛合金磨削用量见表7-13。
3、磨削钛合金时怎样选择磨削液?
磨削钛合金时,要求磨削液具有冷却、润滑和冲洗作用,更重要的是应具有抑制钛与磨料的粘附作用和化学作用。目前用得较多的是水溶性磨削液,有亚硝酸钾溶液、亚硝酸钾和甲酸钠溶液、亚硝酸钠溶液、亚硝酸钠和甲酸钠溶液、亚硝酸胺溶液等。使用含极压添加剂S、Cl、P的极压油,效果较好,尤以氯(Cl)极压油效果最好,但磨后应清洗零件,以防降低零件的抗疲劳强度。
对于缓进给磨削推荐选用下述配方制备磨削液:亚硝酸钠1%,苯甲酸钠0.5%,甘油0.5%,三乙醇胺0.4%,水(其余)。使用立方氮化硼CBN砂轮磨削时不宜使用水溶性磨削液,因BN与水在800℃左右会起化学反应,造成砂轮过快磨损(BN+H2O→H2BO3+NH3)。
使用磨削液时,应特别注意流量要足够大,每毫米砂轮宽度一般不低于0.5 L/min。砂轮线速度越高,流量应越大。水箱容量一般为流量的1.5~3倍,以保持磨削液处于较低的温度。另外,钛合金的磨削温度较高,钛屑容易引起自燃,在使用油剂磨削液时,应注意防止发生火灾。
上一篇:磨削钛合金有哪些特点?
下一篇:用金刚石刀具切削加工钛合金有哪些特点?
-
高温合金的难加工主要特点
航空发动机的零部件材料很大一部分是Ni基高温合金,属于难加工材料中很难加工的材料,且大部分零件的加工为车削加工,其相对切削性能小于0.2(正火状态45#钢的相对加工性能为1)。 高温合金的难加工主要特点: 1. 切削力大。高温合金的
2013-09-10 -
钛合金薄壁件的车削加工
某航空发动机易损件,最小壁厚为2mm,总长400mm,是一个典型长薄壁件。技术要求较高: 1、孔径公差为0.046, 2、外圆公差为0.03, 3、表面粗糙度Ra为1.6。 为保证壁厚差,孔与外圆必须同轴,加工难度较大。材料
2013-09-10 -
盘形薄壁零件的车刀角度的设定
在生产实际中盘形薄壁零件应用较广。由于工件较薄,刚性较差,采用常规的切削加工方法,受轴向切削力和热变形的影响,工件会出现弯曲变形,很难达到技术要求,产品合格率极低。因此,设计出一套行之有效的加工方法十分必要。传统方法采用内孔及端面定位,先加
2013-09-10 -
钛合金零件的深孔螺纹加工
深孔攻丝意味着攻丝深度大于丝锥直径的1.5倍以上。如当用一只直径为1/4″的丝锥加工深度为3/8″的螺纹时,这种情况通常称为深孔攻丝。 在钛合金零件上进行深孔攻丝是非常具有挑战性的。如果在一个接近完工的零件上,由于丝锥破损产生的刮削作用
2013-09-10

