

磨削硬脆材料时怎样选择磨轮?
发布日期:2012-10-28 兰生客服中心 浏览:5451
(1)金刚石磨料的选择:我国生产的人造金刚石磨料分四种型号:人造金刚石I型,代号RVD(JR1),粒度46号~280号,主要用于制造树脂结合剂磨具,磨削硬质合金及硬脆非金属材料;人造金刚石Ⅱ型,代号MBD(JR2),粒度为46号~280号,主要用于制造金属结合剂磨具,磨削硬质合金及硬脆非金属材料;人造金刚石Ⅲ型,代号SCD(JR3),粒度为36号~120号,主要用于制造切割硬脆材料的工具及一般地质钻探的钻头;人造金刚石Ⅳ型,代号SMD(JR4),粒度为30号~120号,主要用于制造硬脆非金属材料的加工及修整工具和硬地质层钻探的钻头。
(2)粒度的选择:金刚石磨轮粒度的大小对磨削比、磨削效率和工件表面粗糙度影响很大。粗粒度磨轮,它的磨削比和磨削效率高,工件表面粗糙度也大,反之则低。一般情况下粒度的选择是:切割时为60号~80号,精切割时为80号~240号,粗磨时为60号~120号,半精磨时为120号~180号,精磨时为240号~W40。
(3)结合剂的选择:金刚石磨料通过结合剂固定在磨轮上,它对磨削特性有很大影响。应根据不同的磨削对象、磨削要求、磨削方法来选择结合剂。树脂结合剂和金属结合剂的磨削比,比陶瓷结合剂的磨轮高5倍以上。树脂结合剂磨轮的磨削表面粗糙度低,而且工件棱角崩碎的情况最小。陶瓷结合剂的磨削力比其他两种结合剂的磨轮磨削力小。
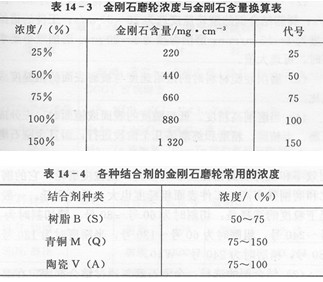
(4)浓度的选择:金刚石磨轮的浓度,是指磨轮的金刚石层中,单位体积内的金刚石含量。浓度与金刚石含量的换算关系见表14-3,几种结合剂的金刚石磨轮常用的浓度见表14-4。
对于工作面宽的磨轮和成形磨及粗磨,应选较高的浓度。半精磨和精磨应选中等浓度。对于低粗糙度、高精度磨削,应选低浓度。
上一篇:用金刚石磨削硬脆材料有哪些特点?
下一篇:怎样确定磨削硬脆材料的工艺参数?
-
高温合金的难加工主要特点
航空发动机的零部件材料很大一部分是Ni基高温合金,属于难加工材料中很难加工的材料,且大部分零件的加工为车削加工,其相对切削性能小于0.2(正火状态45#钢的相对加工性能为1)。 高温合金的难加工主要特点: 1. 切削力大。高温合金的
2013-09-10 -
钛合金薄壁件的车削加工
某航空发动机易损件,最小壁厚为2mm,总长400mm,是一个典型长薄壁件。技术要求较高: 1、孔径公差为0.046, 2、外圆公差为0.03, 3、表面粗糙度Ra为1.6。 为保证壁厚差,孔与外圆必须同轴,加工难度较大。材料
2013-09-10 -
盘形薄壁零件的车刀角度的设定
在生产实际中盘形薄壁零件应用较广。由于工件较薄,刚性较差,采用常规的切削加工方法,受轴向切削力和热变形的影响,工件会出现弯曲变形,很难达到技术要求,产品合格率极低。因此,设计出一套行之有效的加工方法十分必要。传统方法采用内孔及端面定位,先加
2013-09-10 -
钛合金零件的深孔螺纹加工
深孔攻丝意味着攻丝深度大于丝锥直径的1.5倍以上。如当用一只直径为1/4″的丝锥加工深度为3/8″的螺纹时,这种情况通常称为深孔攻丝。 在钛合金零件上进行深孔攻丝是非常具有挑战性的。如果在一个接近完工的零件上,由于丝锥破损产生的刮削作用
2013-09-10

