

特殊合金材料深长孔的加工
发布日期:2012-10-29 兰生客服中心 浏览:6170
烟气轮机是炼油催化裂化装置中的一种能量回收设备,其主要零部件转子是由轮盘和主轴组装而成。轮盘与主轴装配后需用8组拉杆螺栓将其紧固。根据设计要求,8个孔深322mm,母线垂直度0.05mm,孔表面粗糙度0.4µm,因此该孔必须铰制。
主轴和轮盘的材料分别为高强度合金钢40CrNi2MoA和高温合金钢GH864,两种材料的力学性能表见表1。
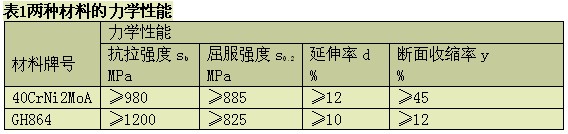
从表1可以看出,两种材料的机械性能非常特殊,因此其加工性能与普通材质不同,从而在选择刀具材料、几何角度、工艺参数等方面造成困难。
一、刀具材料的选择

表2所示内容为几种常用刀具材料的力学性能对比,由上述知GH864和40CrNi2MoA抗拉强度和伸长率极高,因此其“粘度”较大,加工难度大。高速钢较YT,YG类硬质合金有足够的强度和韧性,又因其含钒量不高,磨加工性能良好,所以刀具材料应从高速钢中选取。为了避免在切削时因振动使刀具崩刃和折断,并综合考虑其他因素,选抗弯强度高的W2Mo9Cr4VCo8作为刀具材料。
二、刀具主要几何角度的设计
刀具的几何参数对切削时金属的变形、切削力、切削温度和刀具磨损都有显著影响,从而影响切削效率、刀具耐用度、加工表面质量和加工成本。因此合理选择刀具几何参数非常重要。
1、前角的选择
选择较大前角,可以减小切屑变形,从而使切削力和切削功率减小,切削时产生的热量减小,同时可以抑制刀瘤的产生,使刀具的耐用度提高。但是,过大的前角会使刀刃的强度降低,容易产生崩刃。由于高速钢切削性能好,GH864和40CrNi2MoA的塑性好,所以刀具应选较大的前角。综合考虑各种因素,主切削刃和校正切削刃前角g=7°-9°。
2、后角和韧带的选择
后角的主要作用是减小切削过程中刀具后刀面与加工表面之间的摩擦,它对刀具耐用度和加工表面质量有很大影响。当切削厚度很小时,磨损主要发生在后刀面上,为了减小后刀面的磨损和增加切削刃的锋利程度,宜取较大的后角,本文所述属薄屑切削,故后角a=9°-11°。
高速钢铰刀主要利用刀刃的锋利性使加工表面获得较高的表面加工质量,并不以挤削为主,韧带应选得较窄为好,所以切削刃韧带f=0.05~0.1mm,校准刃韧带f=0.1~0.15mm。
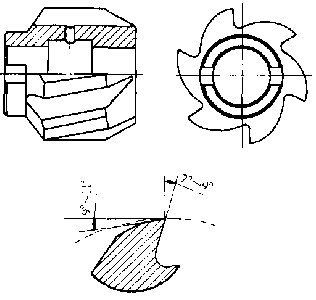
刀具的结构和几何角度简图
为防止铰削过程中由于向上排屑将孔的表面划伤而影响表面质量,刀具应采用较大刃倾角,即l=15°-20°,较大的刃倾角不但使排屑向下,同时还可使刀具实际前角增大,提高铰刀耐用度。右图所示为刀具的结构和几何角度简图。
三、切削液的选择
切削液对减小刀具磨损,改善加工表面质量,提高生产效率具有重要作用,它的作用为润滑和冷却。铰削高温合金时,宜选用极压添加剂硫化切削液,该切削液与金属化合,形成硫化铁,硫化铁熔点高达1193℃,硫化铁薄膜在高温下不易破坏,能在1000℃保持良好的润滑性能,抑制刀瘤的产生,提高表面加工质量。
四、工艺路线及工艺聋数的确定
上钻模,分别在轮盘和主轴上钻底孔。
组装主轴与轮盘,保证各孔同轴度小于0.2mm。
工件上铿床,精找正后紧固,撞拉杆螺栓孔,留余量0.5mm。
装夹铰刀,粗铰该孔,铰削量t=0.20mm,铰刀刀刃处线速度v=1.8~2.2m/min,轴向进刀量s=0.15~0.20mm/r;
精铰该孔,铰削量t=0.10mm,其他参数如上。
上一篇:CAM中孔加工路径优化方法的研究
下一篇:高速深孔钻头及加工案例
-
铝合金发动机缸盖挺柱铰孔加工
由于发动机的构造复杂,技术含量高,一直以来,其部件的生产制造都是人们所关注的重点。 在对缸盖挺柱孔进行精加工时,刀具使用寿命短一直困扰着生产一线的技术人员。缸盖挺柱孔的结构如图2所示。经过与国内某汽车公司的紧密合作,UNIMERCO成
2014-07-17 -
汽车变速箱滑阀孔加工
汽车自动变速箱阀体滑阀孔的加工是整个箱体孔加工工艺中要求最高的工位。在常用的含硅量为8%~16%之间的铝合金阀体加工中,UNIMERCO通常采用的刀具方案为“一粗一精”两把刀的组合。 一、扩孔粗加工 采用UM PCD直槽扩孔刀,如图
2013-09-10 -
发动机、变速器孔的喇叭口现象
发动机、变速器零件在机加工过程中,当现行的过程控制措施满足不了孔加工要求时,其存在的失效原因往往会造成加工孔的一些失效模式出现,孔在加工中出现喇叭口就是孔的一种失效模式。 一、喇叭口类别 要判断加工孔出现了喇叭口其孔是否失效,首先要
2013-09-10 -
铸铁发动机缸体曲轴孔的精加工方案
曲轴孔的加工质量对发动机的工作性能具有重大影响,奇瑞公司发动机事业部根据实际加工情况,对铸铁发动机缸体曲轴孔的精加工方案不断进行研究和持续改进,收效显著,使加工质量和效率都得到了有效提升。 缸体是发动机重要的基础件,其主要功用是将各机构
2013-09-10

