

研磨加工
发布日期:2012-10-28 兰生客服中心 浏览:5857
研磨也是孔常用的一种光整加工方法,需在精镗、精铰或精磨后进行。研磨后孔的尺寸公差等级可提高到IT6~IT5,表面粗糙度值为Ra0.1~0.008μm,孔的圆度和圆柱度亦相应提高。
研磨孔所用的研具材料、研磨剂、研磨余量等均与研磨外圆类似。
套筒零件孔的研磨方法如图7-29所示。图中的研具为可调式研磨棒,由锥度心棒和研套组成。拧动两端的螺母,即可在一定范围内调整直径的大小。研套上的槽和缺口,为在调整时研套能均匀地张开或收缩,并可存贮研磨剂。
研磨前,套上工件,将研磨棒安装在车床上,涂上研磨剂,调整研磨棒直径使其对工件有适当的压力,即可进行研磨。研磨时,研磨棒旋转,手握工件往复移动。
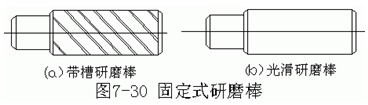
固定式研磨棒多用于单件生产。其中带槽研磨棒(如图7-30a)便于存贮研磨剂,用于粗研;光滑研磨棒(如图7-30b)一般用于精研。
壳体或缸筒类零件的大孔,需要研磨时可在钻床或改装的简易设备上进行,由研磨棒同时做旋转运动和轴向移动,但研磨棒与机床主轴需成浮动连接。否则当研磨棒轴线与孔轴线发生偏斜时,将产生孔的形状误差。
-
铝合金发动机缸盖挺柱铰孔加工
由于发动机的构造复杂,技术含量高,一直以来,其部件的生产制造都是人们所关注的重点。 在对缸盖挺柱孔进行精加工时,刀具使用寿命短一直困扰着生产一线的技术人员。缸盖挺柱孔的结构如图2所示。经过与国内某汽车公司的紧密合作,UNIMERCO成
2014-07-17 -
汽车变速箱滑阀孔加工
汽车自动变速箱阀体滑阀孔的加工是整个箱体孔加工工艺中要求最高的工位。在常用的含硅量为8%~16%之间的铝合金阀体加工中,UNIMERCO通常采用的刀具方案为“一粗一精”两把刀的组合。 一、扩孔粗加工 采用UM PCD直槽扩孔刀,如图
2013-09-10 -
发动机、变速器孔的喇叭口现象
发动机、变速器零件在机加工过程中,当现行的过程控制措施满足不了孔加工要求时,其存在的失效原因往往会造成加工孔的一些失效模式出现,孔在加工中出现喇叭口就是孔的一种失效模式。 一、喇叭口类别 要判断加工孔出现了喇叭口其孔是否失效,首先要
2013-09-10 -
铸铁发动机缸体曲轴孔的精加工方案
曲轴孔的加工质量对发动机的工作性能具有重大影响,奇瑞公司发动机事业部根据实际加工情况,对铸铁发动机缸体曲轴孔的精加工方案不断进行研究和持续改进,收效显著,使加工质量和效率都得到了有效提升。 缸体是发动机重要的基础件,其主要功用是将各机构
2013-09-10

