

钻削深孔通用宏子程序的编制
发布日期:2012-10-28 兰生客服中心 浏览:7086
如前所述,通用固定循环指令在深孔钻削编程中存在着刀具冷却、台阶深孔的加工空运行时间较长、排屑困难等问题。如果采用CAM软件进行自动编程,即使采用G01、G00等简单指令产生程序,也必须进行大量的手工修改才可避免上述问题,编程效率较低,且易出错。经过试验,笔者以FANUC系统为例,编制了一个通用宏子程序,利用G65功能调用该子程序,较好地解决了刀具冷却、排屑等深孔加工问题。
3.1、G65调用子程序的格式用G65指令调用子程序的格式为:G65P0020X_Y_Z_R_Q_P_K_F_;X、Y为孔的定位坐标(#23、#24)。
3.2钻深可变式深孔钻加工宏程序
主程序的结构
O1125
S1000M03
G54G90G00X0Y0Z30程序开始,定位于G54原点上方
G65P0020Z-65R1Q20F200D0.5调用宏程O1126
S004T0.2
M30程序结束
自变量赋值说明(通用)
#7=(D)每次进给前的缓冲高度(绝对值)Depth
#9=(F)切削进给速度Feed
#17=(Q)第1次钻深(绝对值)
#18=(R)R点(快速趋近点)坐标(Z坐标值,非绝对值)
#19=(S)钻深每次递减比例Scale(经验值可取0.3~0.5)
#20=(T)最小钻深比例,最小钻深为T*Q
#26=(Z)孔深(Z坐标值,非绝对值)
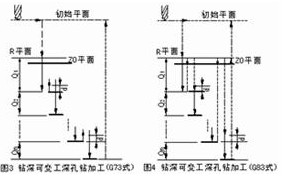
以下为类似于G73式的钻深可变式深孔钻加工宏程序。主要是为了在加工条件允许的情况下追求更高效率而采用较为激进的断屑方式,如图3。
宏程序(G73式)
O1126
G00Z#18//快速趋近R点
#27=#18-#26//总钻深(绝对值)
#16=#17//第1次钻深(即赋#16初始值为#17)
#1=#20*#17//最小钻深
#27=#27-#16//第1次钻后的剩余深度(绝对值)
WHILE[#27GT0]DO1//如钻深未到底,则钻孔,即循环1继续
G91G01Z-#16F#9//每次向下钻深进给1个#16(增量值)
G00Z#7//快速回退1个#7(增量值)
IF[#16GE#1]GOTO1//如钻深#16≥最小钻深#1,转至N1行
N1#16=#16*#19//钻深#16按设定比例#19依次递减(绝对值)
IF[#16GE#1]GOTO3//如#16≥#1,转至N3行(此时已执行完N1行)
IF[#16LT#1]GOTO2//如钻深#16<最小钻深#1,转至N2行
N2#16=#1//钻深#16=最小钻深#1
IF[#16LT#1]GOTO3//如#16<#1,转至N3行(此时已执行完N2行)
N3#27=#27-#16//剩余深度(绝对值)#27依次递减每次钻深#16
G01Z-#7//向下钻1个回退量#7(增量值)
END1//钻深不足1次(此时0<#27<#1)时循环1结束
#16=#16+#27//恢复剩余深度(绝对值)
G01Z-#16//完成最后1段钻深加工
G80G90G00Z30//返回安全平面并取消固定循环
M99//宏程序结束返回
以下为类似于G83式的钻深可变式深孔钻加工宏程序。主要用于深径比较大、材料加工性能较差、加工条件较恶劣的深孔钻削加工,因此采用较为保守和彻底的排屑方式,即每次向下进给一个钻深后,都快速返回到R点平面,如图4。
宏程序(G83式)
O1126
G00Z#18//快速趋近R点
#27=#18-#26//总钻深(绝对值)
#16=#17//第1次钻深(即赋#16初始值为#17)
#1=#20*#17//最小钻深
#27=#27-#16//第1次钻后的剩余深度(绝对值)
#4=#18-#16//第1次钻深进给的Z坐标目标值(非绝对值)
WHILE[#27GT0]DO1//如钻深未到底,则钻孔,即循环1继续
G01Z#4F#9//每次钻深进给至Z#4面
G00Z#18//快速返回至R点平面
Z[#4+#7]//快速下降至Z#4面上#7处(#7由D赋值)
IF[#16GE#1]GOT01//如钻深#16≥最小钻深#1,转至N1行
N1#16=#16*#19//钻深#16按设定比例#19依次递减(绝对值)
IF[#16GE#1]GOTO3//如#16≥#1,转至N3行(此时已执行完N1行)
IF[#16LT#1]GOTO2//如钻深#16<最小钻深#1,转至N2行
N2#16=#1//钻深#16=最小钻深#1
IF[#16LT#1]GOTO3//如#16<#1,转至N3行
#4=#4-#16//#4依次递减#16
N3#27=#27-#16//剩余深度(绝对值)#27依次递减每次钻深#16
END1//钻深不足1次(此时0<#27<#1)时循环1结束
#16=#16+#27//恢复剩余深度(绝对值)
G01Z[#4-#16]//完成最后1段钻深加工
G80Z30//返回安全平面并取消固定循环
M99//宏程序结束返回
上一篇:深孔钻削编程指令及分析
下一篇:猎枪枪管枪膛的深孔加工
-
铝合金发动机缸盖挺柱铰孔加工
由于发动机的构造复杂,技术含量高,一直以来,其部件的生产制造都是人们所关注的重点。 在对缸盖挺柱孔进行精加工时,刀具使用寿命短一直困扰着生产一线的技术人员。缸盖挺柱孔的结构如图2所示。经过与国内某汽车公司的紧密合作,UNIMERCO成
2014-07-17 -
汽车变速箱滑阀孔加工
汽车自动变速箱阀体滑阀孔的加工是整个箱体孔加工工艺中要求最高的工位。在常用的含硅量为8%~16%之间的铝合金阀体加工中,UNIMERCO通常采用的刀具方案为“一粗一精”两把刀的组合。 一、扩孔粗加工 采用UM PCD直槽扩孔刀,如图
2013-09-10 -
发动机、变速器孔的喇叭口现象
发动机、变速器零件在机加工过程中,当现行的过程控制措施满足不了孔加工要求时,其存在的失效原因往往会造成加工孔的一些失效模式出现,孔在加工中出现喇叭口就是孔的一种失效模式。 一、喇叭口类别 要判断加工孔出现了喇叭口其孔是否失效,首先要
2013-09-10 -
铸铁发动机缸体曲轴孔的精加工方案
曲轴孔的加工质量对发动机的工作性能具有重大影响,奇瑞公司发动机事业部根据实际加工情况,对铸铁发动机缸体曲轴孔的精加工方案不断进行研究和持续改进,收效显著,使加工质量和效率都得到了有效提升。 缸体是发动机重要的基础件,其主要功用是将各机构
2013-09-10

