

控制毛刺的有效途径和方法
发布日期:2012-10-30 兰生客服中心 浏览:6576
关于毛刺的生成如前所提,迄今仍未得到很好的解决。这里对此问题也不作讨论,只是针对生产实际中出现的毛刺问题提出一些有效的控制途径和方法,也就是防止切削与刀具发生黏结或变形强化,可能避免毛刺的产生。
➀降低刀具前刀面的表面粗糙度;
➁增大刀具前角;
➂减少切削厚度;
➃对工件适当热处理,减少塑性变形;
➄采用抗黏结性能好的切削液;
➅根据零件的塑性,适当调整切削速度;
⑦建立超稳定的加工环境;
⑧采用特种加工方法
一、合理的产品结构设计
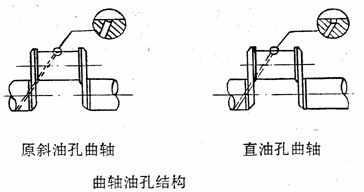
在满足产品使用要求前提下,产品的结构应能抑制或减小毛刺的出现。例如,东风汽车公司生产的EQ6100-2型发动机曲轴的油孔结构,过去是采用斜油孔。在钻斜油孔前,先在主轴颈的入钻部位锪出一个φ9mm的球窝,以便倾斜钻头正确入钻,并在钻削过程中避免折断钻头和油孔出口的偏移。但在连杆轴颈油孔出口处出现过尖的薄的孔壁,极易出现毛刺,同时在中频淬火时易裂。现把连杆轴颈油孔出口处改为φ8mm的直孔后,使得这一问题得到了较好的解决,如图l所示。
二、重视工艺设计中的去毛刺工序
毛刺既然出现在金属切削加工过程中,那么控制毛刺的关键也就在零件的加工工艺过程中。在制定工艺规程时,应合理地安排去毛刺工序,并作出明确的、具体的要求,以使该工序便于操作和检验。怎样的工艺设计较为合理,没有一个统一的标准,应结合具体实际而定。一些企业的工艺人员去毛刺意识淡薄,在工艺设计中根本没有考虑去毛刺的工序,把它视为可有可无的工序,为简化工艺而没有安排去毛刺工序,这种做法显然是错误的。反之,如果在工艺过程中去毛刺工序安排得过多,则既不经济,也不合理。
据有关资料介绍,不同的加工方法对毛刺的生成和影响是不同的。这样,在可能的情况下,可避开某些加工方法,或把容易产生毛刺的加工方法集中安排,然后统一处理。再有一点就是在工件热处理前就应有效地处理毛刺,以免热处理后毛刺不易去除。
三、改进去毛刺的方法,采用去毛刺新工艺
传统的去毛刺工艺方法是采用人工手动砂轮或在砂轮机上人工打磨。这些方法虽然简单易行,但其效果不尽人意,操作起来难以把握。这几年,有的企业在去毛刺的方法上做了一些改进,收到了好的效果。例如,东风汽车公司独创的利用砂布轮对曲轴油口边进行光整加工,其工艺简单,质量好,效率高。
前几年,加工制造业流行着一种电解法去除毛刺工艺及设备的新方法。电解法去毛刺是在直流电源作用下,利用金属工件在电解液中产生阳极溶解的原理进行的。由于毛刺突出于工件表面,与阴极之间的间隙最小,因而电流密度最大,电子线高度集中,所以最接近阴极的毛刺将先溶解,直至毛刺全部蚀除。研究表明、这种方法可以除去小孔、深孔、盲孔、交叉孔处的毛刺,特别对机加工表面毛刺的去除十分有效。但是,这种去毛刺工艺的推广还有待解决相关的问题。
-
磨粒流的模具抛光加工
磨粒流加工工艺的原理是:采用高分子聚合物或者是能达到一定切削力的磨料,通过挤压作用,流动磨料中间的磨粒不断对工件表面进行研磨,从而达到抛光去毛刺的加工效果。 磨粒具有流动性,只要通过挤压,磨粒可以达到常规刀具所不能到达的孔内部,特别是微
2013-09-10 -
汽车零部件机器人去毛刺的特别优势
对汽车零部件进行全自动倒角去毛刺是当代很多汽车零部件制造商目前急需要解决的困难和难题,因为很多汽车零部件都是由不规则形状所构成,需要倒角、去毛刺的位置形状复杂多变、区域多、倒角边很复杂。 一、人工去毛刺存在的问题 在以铸件为毛
2013-09-09 -
冲压件双面去毛刺的解决方案
冲压件是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。 冲压件应用很广泛,全世界的钢材中,有60~70%是板材,其中大部分是经过冲压制成的。例如,汽
2013-09-09 -
超精密平面工件磨削和去毛刺的一体加工
为了保证超精密平面工件的平面度和光洁度,一般采用双端面研磨工艺来实现。但即使如此,这些工件的边缘由于磨削,仍然产生毛刺。因此,磨削加工后的平面工件,还要边缘去毛刺加工。 怎样才能使超精密平面工件的表面高精度加工和边缘去毛刺全部搞定,特别
2013-09-09

