

毛刺的检测方法
发布日期:2012-10-30 兰生客服中心 浏览:8849
如何评价毛刺和棱边的规格标准,目前还没有统一标准。设计时也很少标明对毛刺和棱边的具体要求。在美国的SMC(生产加工工程师学会)和ASME(美国机械工程师学会)对这方面有较深入的研究,但没有制订成国家标准。为了评定被测工件去毛刺的质量,人们可以参照表面粗糙度的参数值范围的评定规则,将去毛刺质量划分成1~10个等级,如图所示。这种定量方式是否能够合理正确反映去毛刺质量,有待人们实践中加以验证。
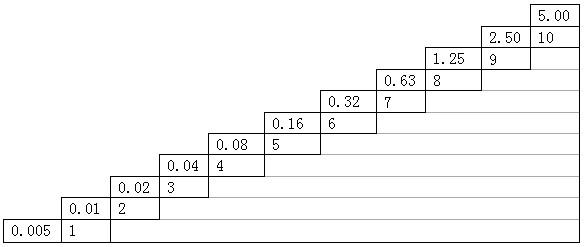
说明:以0.005~0.01mm 为一级初始范围,其余多级的数值组成等比数列。
一般来说,检测毛刺时首先应将去毛刺后的工件清洗干净并吹干内部毛刺在必要时根据被检测的工件的性能要求,外观等方面来选择适宜的检测方法(如下表)。
|
名称 |
方法步骤 |
应用范围 |
|
手感法 |
用手抚摸去毛刺部分,凭手感来决定如果扎手则认为毛刺还没有完全清除 |
适用于对外观有一定要求的产品 |
|
目测法 |
内部毛刺可剖开,用肉眼观察 |
适用于产品的外观和内部有一定精度要求的 |
|
挂丝法 |
内部毛刺可剖开用一根棉线沿棱边移动,棉线被挂住了,或破损了,则去毛刺不彻底。 |
适用于产品性能有特定要求的;如伺服阀的阀口和密封性能要求较高的产品 |
|
放大法 |
内部毛刺可剖开,用5~10倍放大镜观察工作 |
适用于对产品性能和精度有较高要求的产品 |
|
定量法 |
将工件进行纵剖或横剖用万能工具测量,并在工件棱边上测出毛刺的宽度 |
适用于性能要求高密封性好的产品 |
|
拍照法 |
将工件置于有放大性能的轮廓仪上拍照,根据照片可定量检测毛刺的形状及有关参数 |
适用于高精度产品 |
在进行品质管理和检验时,应把握检测方法的原则:
➀对各种检测毛刺方法的优缺点进行分析比较,选择适应本单位产品的精度性能要求的检测方法。
➁根据本单位拥有的技术、经验和检测仪表的情况选择相应方法。
➂检测方法尽可能简便、经济,尽量不破坏零件不影响生产顺利进行为原则。
上一篇:控制毛刺的有效途径和方法
下一篇:车削加工过程毛刺的产生
-
磨粒流的模具抛光加工
磨粒流加工工艺的原理是:采用高分子聚合物或者是能达到一定切削力的磨料,通过挤压作用,流动磨料中间的磨粒不断对工件表面进行研磨,从而达到抛光去毛刺的加工效果。 磨粒具有流动性,只要通过挤压,磨粒可以达到常规刀具所不能到达的孔内部,特别是微
2013-09-10 -
汽车零部件机器人去毛刺的特别优势
对汽车零部件进行全自动倒角去毛刺是当代很多汽车零部件制造商目前急需要解决的困难和难题,因为很多汽车零部件都是由不规则形状所构成,需要倒角、去毛刺的位置形状复杂多变、区域多、倒角边很复杂。 一、人工去毛刺存在的问题 在以铸件为毛
2013-09-09 -
冲压件双面去毛刺的解决方案
冲压件是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。 冲压件应用很广泛,全世界的钢材中,有60~70%是板材,其中大部分是经过冲压制成的。例如,汽
2013-09-09 -
超精密平面工件磨削和去毛刺的一体加工
为了保证超精密平面工件的平面度和光洁度,一般采用双端面研磨工艺来实现。但即使如此,这些工件的边缘由于磨削,仍然产生毛刺。因此,磨削加工后的平面工件,还要边缘去毛刺加工。 怎样才能使超精密平面工件的表面高精度加工和边缘去毛刺全部搞定,特别
2013-09-09

