

美国AFM系列磨粒流机床
发布日期:2012-10-30 兰生客服中心 浏览:5778

一、产品用途:
对于凹凸面与弯曲孔道、微孔、多孔、细孔、长孔、异形孔等通常刀具达不到的复杂形状的工件内部抛光去毛刺加工。
二、性能特点:
EASYFLOW机床能把模具抛光到极高的品质。凭借其大容量,强劲的液压动力,轻而易举地加工大型模具,以及令人惊叹的简便性,EASYFLOW带给您在生产能力上强大的竞争力。
EASYFLOW机床使用起来流畅及协调,自动并可控,能达到一定的质量水平和手动抛光达不到的加工时间。这项技术可以完成对以前其他技术无法达到 的内部弯曲部位和复杂表面进行加工。坚固的焊接床身带大型台式工作台,后置液压系统和电控柜,不锈钢制冷却材料包裹于上部和下部磨料缸(与冷却系统连接未 包括),加工周期和事件磨料参数,手动压力调节,3种不同的磨料缸尺寸:150毫米或200毫米或250毫米。
三、详细介绍:
1、磨料缸:可选用不同尺寸的磨料缸:150毫米,200毫米,250毫米
2、磨料缸行程为320毫米
3、磨料流率和压力:150mm磨料缸一流率在19升/分,压力最大到100巴
4、夹紧系统:液压驱动的夹紧系统,有效开档860毫米
5、控制面板:标准配置为西门子控制器和7.5″西门子触摸屏
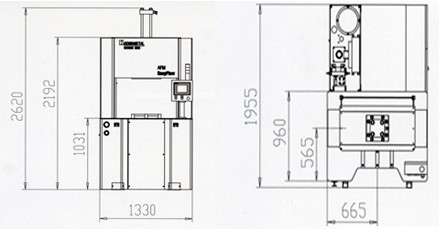
四、主要技术参数:
| 尺寸 | |||
| 全单元(宽度×深度×高度)最大开启时 | 1330×1920×2610毫米 | ||
| 机床(宽度×深度×高度)无零件关闭后 | 1330×1920×2170毫米 | ||
| 重量 | 大约2200公斤 | ||
| 工作台高度 | 1030毫米 | ||
| 夹紧系统 | |||
| 行程 | 500毫米 | ||
| 最大开启距离(法兰盘间距) | 500毫米 | ||
| 最小开启距离(法兰盘间距) | 0 | ||
| 磨料系统 | |||
| 磨料缸直径 | 150毫米 | 200毫米 | 250毫米 |
| 磨料缸行程 | 320毫米 | 320毫米 | 320毫米 |
| 容量 | 5.8升 | 10.3升 | 16.1升 |
| 磨料压力 | 100巴 | 56巴 | 36巴 |
| 磨料流量 | 19升/分 | 34升/分 | 53升/分 |
| 液压系统 | |||
| 最大压力 | 140巴 | ||
| 泵流量 | 19L/mn | ||
| 油箱容量 | 120升 | ||
| 电气规格 | |||
| 机床由西门子S7-200PLC控制,并带有一个西门子7.5″MP277触摸屏 | |||
| 电源 | |||
| 电源供应 | 380/400伏 3P/PE/50Hz | ||
| 控制电压 | 24伏直流 | ||
| 安装功率/峰值电流 | 7.5千瓦/32安培 | ||
| 选项 | |||
| 1、冷水机 2、台式或站立式吹膜料装置 3、台式超声波装置 | |||
-
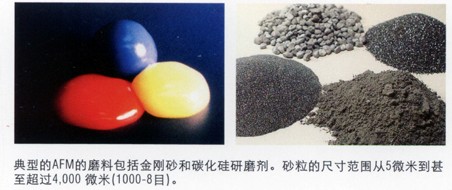
磨粒流的模具抛光加工
磨粒流加工工艺的原理是:采用高分子聚合物或者是能达到一定切削力的磨料,通过挤压作用,流动磨料中间的磨粒不断对工件表面进行研磨,从而达到抛光去毛刺的加工效果。 磨粒具有流动性,只要通过挤压,磨粒可以达到常规刀具所不能到达的孔内部,特别是微
2013-09-10 -
汽车零部件机器人去毛刺的特别优势
对汽车零部件进行全自动倒角去毛刺是当代很多汽车零部件制造商目前急需要解决的困难和难题,因为很多汽车零部件都是由不规则形状所构成,需要倒角、去毛刺的位置形状复杂多变、区域多、倒角边很复杂。 一、人工去毛刺存在的问题 在以铸件为毛
2013-09-09 -
冲压件双面去毛刺的解决方案
冲压件是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。 冲压件应用很广泛,全世界的钢材中,有60~70%是板材,其中大部分是经过冲压制成的。例如,汽
2013-09-09 -
超精密平面工件磨削和去毛刺的一体加工
为了保证超精密平面工件的平面度和光洁度,一般采用双端面研磨工艺来实现。但即使如此,这些工件的边缘由于磨削,仍然产生毛刺。因此,磨削加工后的平面工件,还要边缘去毛刺加工。 怎样才能使超精密平面工件的表面高精度加工和边缘去毛刺全部搞定,特别
2013-09-09

