

搅拌摩擦焊接速度的参数选择
发布日期:2012-11-01 兰生客服中心 浏览:12960
焊接速度是根据搅拌头的形状和被焊金属来定。几乎与MIG焊相同,或稍比MIG焊快一些,一般为30-100cm/min
不同的被焊金属在不同板厚情况下最大焊接速度如图2-8所示。由图可以看出,在板厚为5mm时,焊接铝的焊速最大为700mm/min;焊接铜的焊速为100mm/min;焊接铝合金时焊速处于500mm/min∽150mm/min范围内;异种铝合金的焊接焊速极低。镁的材料常数为400,比2000系铝合金的材料常数600还低,所以推荐在低速下进行焊接。
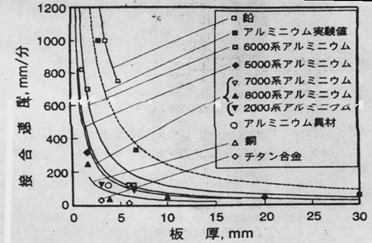
图2-8各种材料的搅拌摩擦焊临界焊接速度计算值
焊接速度也可用如下公式进行计算:

(mm/min)
式中ΦFSW:材料常数;
ΨFSW:搅拌棒常数,通常为1,高效率的搅拌头可取为2;
t:板厚,单位为mm
材料常数ΦFSW的大小,除了以上给出的一些金属的数据外,可通过图2-8的数据用以上公式换算出来。在使用以上公式计算时,一定要注意,t是以mm为计量单位的无量纲数带入的。
搅拌摩擦焊的焊接速度也与搅拌头转速有关,搅拌头的转速与焊接速度可在比较大的范围内选择,只有焊接速度与搅拌头转速相互配合才能获得良好的焊缝。
图2-9为5005铝镁合金的搅拌摩擦焊焊接速度与搅拌头转速的关系图,从图中可以看出,焊接速度与搅拌头的转速存在一最佳范围。在高转速低焊接速度的情况下,由于接头获得了搅拌过剩的热量,焊缝金属由肩部排出形成飞边,使焊缝外观显著不良。在低转速或高焊速度范围内,由于获得的热量不足,焊缝金属的塑性流动不好,焊缝会产生空隙(中空)状的缺陷,乃至产生搅拌指棒的破损。最佳范围因搅拌头特别是搅拌指棒的形状不同而不同。对于同一合金材料的搅拌摩擦焊,目前都是在适合范围内的较高焊速下进行施焊。
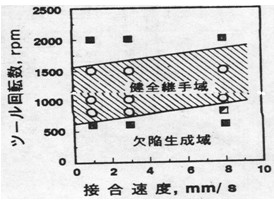
图2-95005铝合金搅拌摩擦焊的最佳规范图
图2-10为不同合金的最佳焊接规范参数。由图可以看出,6000系Al-Si-Mg铝合金(6N01)的搅拌摩擦焊的工艺适用性比5000系Al-Mg合金适用范围要大得多。
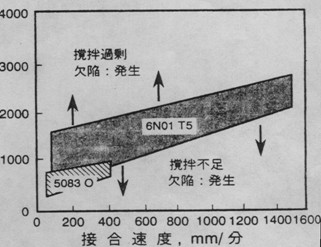
图2-10各种铝合金的搅拌摩擦焊的最佳规范参数
上一篇:搅拌摩擦焊接头形式
下一篇:搅拌摩擦焊的热输入参数确定
-
汽车散热器搅拌摩擦焊接机床
散热器属于汽车冷却系统,发动机水冷系统中的散热器由进水室、出水室、主片及散热器芯等三部分构成。冷却液在散热器芯内流动,空气在散热器芯外通过。热的冷却液由于向空气散热而变冷,冷空气则因为吸收冷却液散出的热量而升温,所以散热器是一个热交换器。
2013-09-09 -
铝合金板材的搅拌摩擦焊接与传统焊接
一、传统的铝合金板材焊接 传统的铝合金板材焊接,主要有气焊、焊条电弧焊、惰性气体保护焊(TIG或MIG)、钨极交流氩弧焊、钨极脉冲氩弧焊等方法。必须要做一系列的辅助工作: (一)、焊前准备 1、焊前清理:包括化学清洗和机械
2013-09-09 -
双轴肩搅拌摩擦焊接机(SRPT)的优势
搅拌摩擦焊作为一种轻合金材料连接的优选焊接技术,已经从技术研究发展到工程化和工业应用阶段。 一、双轴肩搅拌摩擦焊的工作原理 双轴肩搅拌摩擦焊是通过上下轴肩夹持作用加紧工件,下轴肩代替了常规搅拌摩擦焊的垫板装置。搅拌针与驱动装置及下轴
2013-09-09 -
双轴肩铝合金板件搅拌摩擦焊接技术
搅拌摩擦焊接利用高速旋转的搅拌头和封肩与金属摩擦生热使金属处于塑性状态,随着搅拌头向前移动,金属向搅拌头后方流动形成致密焊缝的一种固相焊方法。 搅拌摩擦焊作为一种固相焊接方法,焊接前及焊接过程中对环境的污染小。焊前工件无需严格的表面清理
2013-09-09

