

镁合金与钢的搅拌摩擦焊接
发布日期:2012-11-01 兰生客服中心 浏览:6332
镁合金是目前最轻的金属结构材料之一,具有较高的比强度、比刚度,被誉为21世纪绿色工程材料, 被广泛应用于汽车、船舶、航空航天等领域。钢是目前工业中应用最广的黑色金属。目前,钢和铝合金、铜合金、钛合金等有色金属之间的连接技术已经日趋成熟, 但钢和镁合金的连接还处在研究的初期阶段。国内镁和钢焊接目前主要是熔焊,如夹镍层激光电弧复合焊[4],但镁和钢熔点差异大、晶格类型不同,从而造成它们在液态下极难互溶[5],所以用熔焊方法焊接镁和钢比较困难,且激光焊接的成本较高。如果能实现镁合金和钢的优质连接,将为汽车工业减轻车身重量实现节能减排提供一种行之有效的方法。因此, 镁和钢的连接问题已受到了国内外广大学者的关注。
搅拌摩擦焊(friction stir welding, FSW),是一种新的固态连接方法。目前,国内外学者对铝合金、铜及其合金等金属的搅拌摩擦焊研究较多,研究表明搅拌摩擦焊可提高焊接接头的力学性能,避 免熔化焊时出现的缺陷,且接头热影响区显微组织变化较小[6]。鉴于搅拌摩擦焊一系列的优点, 国外学者用光面圆柱探针的搅拌头成功实现了镁合金与钢的连接[7],但焊接接头两种材料混合的效果不是很理想。本文以镁合金和钢为研究对象,采用带螺纹探 针的搅拌头进行实验,对镁和钢固态焊接焊缝成形分析,为解决镁和钢的连接技术提供实验依据,同时为以后的深入研究奠定基础。
1 试验材料和方法
1.1 实验材料
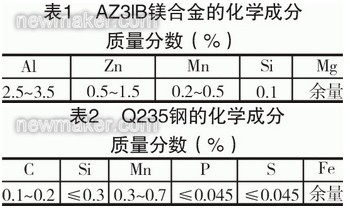
试验采用的材料为AZ31B变形镁合金,厚度为4mm和Q235低碳钢,厚度为5mm进行对接实验,其化学成分如表1和表2所示。
1.2 实验方法
实验采用对接,搅拌头用高温合金制成,搅拌头轴肩直径为24mm,带螺纹探针直径5.4mm,探针长为3.5mm, 用自制的焊接夹具在铣床改装成的搅拌摩擦焊机上进行焊接试验。焊接选用的实验参数焊接速度47.5mm/min,搅拌头旋转速度950r/min,探针偏移量0.15mm,轴肩下压量0.3mm和0.4mm, 实验过程中搅拌头旋转倾角为2°。
试验中,探针偏移量的大小以探针中心偏向镁合金时,探针外径与镁/钢板接缝的距离来确定。焊前将两种金属的对接面及上下表面用砂纸打磨光亮,然后 用丙酮擦洗,去除油污后, 以避免工件表面的氧化物对焊接质量产生不利影响。焊接时,首先调整搅拌头旋转倾角及探针的偏移量,然后选择合适的焊接工艺参数进行搅拌摩擦焊试验。焊后, 观察焊缝表面成形并制备金相试样,分析焊接接头的截面形貌;用MVD-401型数显显微硬度计,沿焊缝横截面进行显微硬度测试。
2 试验结果及分析
2.1 镁合金与钢FSW接头的表面成形
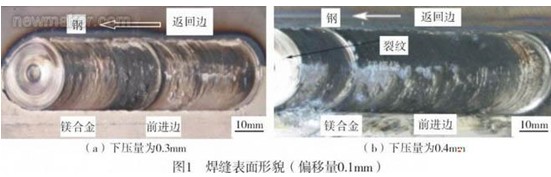
图 1中(a)、(b)为焊接速度、搅拌头旋转速度和偏移量相同时,下压量分别为0.3mm和0.4mm时得到的对接接头的表面成形形貌图。由图1a可见,当 下压量为0.3mm时,焊缝的表面成形良好,表面存在少数镁被氧化,但无沟槽和裂纹等缺陷。图1b为下压量为0.4mm时的焊缝表面成形,可见焊缝严重氧 化,匙孔位置出现裂纹,低碳钢与镁合金不能形成良好的结合。
异种金属焊接时,由于两种材料的物化性能相差太大,同样的下压量作用下搅拌摩擦所产生的热量对两种金属的作用效果也不一样。在合适的焊接参数下搅 拌摩擦所产生的热量能使镁达到很好的塑化状态,搅拌过程中破碎的钢粒与镁合金充分的接触,实现原子间的物理结合而获得无缺陷的焊接接头。镁合金导热系数 高,熔点低,不到钢熔点的1/2,焊接参数选择不合理搅拌摩擦热过高,在焊接过程中热量快速向镁侧传导,温度过高镁易燃烧而影响焊缝成形。另外,镁合金的 热膨胀系数大,约为钢的2倍,弹性模量较小,在焊接过程中冷却速度快和焊接接头的刚性拘束度较大,易引起较大的内应力,从而使焊件易产生较大的焊接变形。 图1b焊接过程中下压量过大,搅拌摩擦热过高导致上述各种情况的出现而使焊缝出现裂纹。
2.2 镁合金与钢FSW接头的截面形貌
图2为镁合金与钢对接接头焊缝的截面形态,焊缝左侧为钢,右侧为镁合金。从图中可发现镁合金侧存在细小的钢粒,并与搅拌区的金属混合形成了焊核。 在钢侧,焊核与母材的分界明显,粗大的钢颗粒分布在界面处;而在镁合金侧,分界不如前者明显,且分布在界面处钢颗粒相对较细;焊缝中心也出现少数较大的铁 颗粒。焊核区为两种金属材料形成的混合组织。
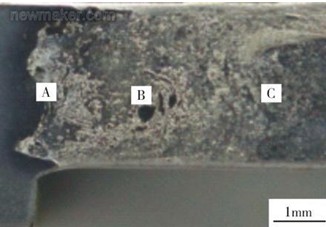
接头截面形态
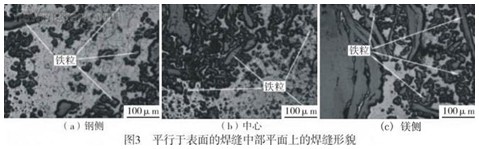
图3a、图3b和图3c是图2中A、B、C三点的放大图。图3a可见,图左侧为钢母材区,右侧为焊缝区,剪切带状的钢带分布于钢基体边缘;图3b为焊缝中 部,钢颗粒比较少且颗粒相对较细呈岛状分布于镁基体中;图3c中右侧为接近基体镁,左侧为的焊缝边缘区,细小岛状的钢粒分布镁合金中,且越靠近基体镁合金 焊缝区的钢颗粒越细。界面部分的钢在受热和机械的综合作用下,与基体脱离,并在搅拌针旋转作用下,进入镁合金一侧。靠近界面的钢,主要受搅拌针的剪切作 用,保留从钢基体剥离下来的状态,呈现粗大的剪切条带,而远离焊核的剪切钢带在搅拌针的搅拌、摩擦综合作用下被搅碎,在镁基体中呈岛状分布。搅拌摩擦焊过 程温度相对较低,钢还没有完全达到塑化态,镁就已经达到了良好的塑化态,此时镁合金的塑性流动较好。探针搅拌作用下得到细小的钢粒随镁合金一起塑性迁移到 焊缝中心及远离界面的镁合金侧,粗大的钢粒塑性流动差,难以随镁合金一起长距离进行迁移,在金属的塑性流动过程渐渐被搅拌积压到焊缝边缘附近。
2.3 焊接接头硬度
图4为接头横截面上的显微硬度分布图。由硬度分布图可以发现,Q235 低碳钢的硬度在170HV左右,钢侧靠近焊核区钢的硬度增大与该区的细晶强化有关。图5是图4中钢侧靠近界面局部硬度较高区域截面形貌图,此区域比基材钢 的平均硬度要高,这是因为此区域在热和轴肩及探针的挤压综合的作用下产生了剧烈的塑性变形,晶粒得到细化和均匀化,显微硬度随着晶粒的细化而增加,这也符 合霍尔一佩奇公式。AZ31B镁合金的平均硬度在62HV左右,焊核区的最高硬度值达到180HV,大大高于镁合金母材的硬度,焊核区硬度值分布不均匀是 因为该处钢粒大小不一的成岛状分布于镁合金中。局部区域高硬度的产生可能是在焊核局部区域存在大颗钢粒所至。
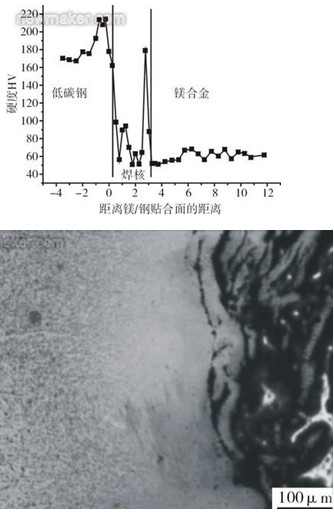
靠近界面钢的截面形貌
3 结束语
3.1 当焊接工艺参数选择合适,用搅拌摩擦焊方法可得到焊缝表面成形良好、无缺陷的镁合金与钢的接头。
3.2 靠近界面处,焊核中存在粗大的剪切钢带,远离界面,焊核中的钢粒较细小。
3.3 受细晶强化的影响靠近界面钢的硬度增大,焊核中岛状分布的钢粒引起硬度分布不均匀,局部硬度较大。
上一篇:钛合金/铝合金异种金属的搅拌摩擦焊接
下一篇:铜/钛复合板的搅拌摩擦焊接
-
汽车散热器搅拌摩擦焊接机床
散热器属于汽车冷却系统,发动机水冷系统中的散热器由进水室、出水室、主片及散热器芯等三部分构成。冷却液在散热器芯内流动,空气在散热器芯外通过。热的冷却液由于向空气散热而变冷,冷空气则因为吸收冷却液散出的热量而升温,所以散热器是一个热交换器。
2013-09-09 -
铝合金板材的搅拌摩擦焊接与传统焊接
一、传统的铝合金板材焊接 传统的铝合金板材焊接,主要有气焊、焊条电弧焊、惰性气体保护焊(TIG或MIG)、钨极交流氩弧焊、钨极脉冲氩弧焊等方法。必须要做一系列的辅助工作: (一)、焊前准备 1、焊前清理:包括化学清洗和机械
2013-09-09 -
双轴肩搅拌摩擦焊接机(SRPT)的优势
搅拌摩擦焊作为一种轻合金材料连接的优选焊接技术,已经从技术研究发展到工程化和工业应用阶段。 一、双轴肩搅拌摩擦焊的工作原理 双轴肩搅拌摩擦焊是通过上下轴肩夹持作用加紧工件,下轴肩代替了常规搅拌摩擦焊的垫板装置。搅拌针与驱动装置及下轴
2013-09-09 -
双轴肩铝合金板件搅拌摩擦焊接技术
搅拌摩擦焊接利用高速旋转的搅拌头和封肩与金属摩擦生热使金属处于塑性状态,随着搅拌头向前移动,金属向搅拌头后方流动形成致密焊缝的一种固相焊方法。 搅拌摩擦焊作为一种固相焊接方法,焊接前及焊接过程中对环境的污染小。焊前工件无需严格的表面清理
2013-09-09

