

铜/钛复合板的搅拌摩擦焊接
发布日期:2012-11-01 兰生客服中心 浏览:5895
复合板由于具两种或两种以上材料的性能,引起了许多学者[1-2]的重视,做了很多的研究工作,并取得了一定的工 程实际效应。于昕等人[3]对钢/铜/钛扩散界面进行了分析,结果表明界面出现了3种不同的金属间化合物,TiCu,TiCu2,βTiCu4,并且扩散 时间对界面强度的影响存在一个临界区间, 扩散时间超过临界区间时,剪切强度开始下降。赵应富等人[4]研究了铜钛复合板界面强度的影响因素,发现加热温度起到主要的支配作用,加热温度超过 700℃将影响复合板的质量。
搅拌摩擦加工(Friction stir processing 缩写为FSP)是由美国密苏里大学的R S MISHIRA[5]于2000年基于搅拌摩擦焊工艺提出的材料改性与制备新技术。FSP主要用于制备表面复合材料,如铝基、镁基表面复合材料[6],并 取得了一定的成效,但对于异种材料的复合研究较少。本文采用搅拌摩擦加工法,在铜板上进行搅拌摩擦加工,探索用该方法制备铜/钛复合材料的可行性。
2 实验材料与方法
试验材料为4mm厚的T2紫铜板及2mm厚的TC4钛合金板,其化学成分见附表。
用自制的焊接夹具在X53K型立式铣床改装成的搅拌摩擦焊设备上进行试验。搅拌头旋转速度为750r/min, 焊接速度为23.5mm/min,搅拌头倾角2°,搅拌头轴肩直径为26mm,搅拌针直径为10mm,长度为3.4mm。
垂直于焊缝方向截取试样,进行界面形貌观察。采用不同腐蚀剂分别侵蚀接头不同的部位。其中,铜侧用三氯化铁-盐酸-酒精溶液腐蚀,钛侧用氢氟酸-硝酸-蒸 馏水(13:26:100),腐蚀后用清水清洗,并用酒精吹干。采用401MVD数显显微硬度计,对试样进行硬度测试分析。利用Quanta 200型扫描电子显微镜观察焊接接头元素分布情况。
3 实验结果与分析

图 1为不同搅拌针插入量下铜/钛复合板的横截面宏观形貌图,图1(a)和(b)焊核形貌为洋葱环状,界面较平整;图1(c)和(d)焊核形貌出现收缩,团聚 现象,界面呈波浪状。图2为图1中各个区域微观的放大图,图2(a)界面处,两者并没有结合,界面处开裂;图2(b)、(c)、(d)界面处两者连接良 好,表现为波浪形态。
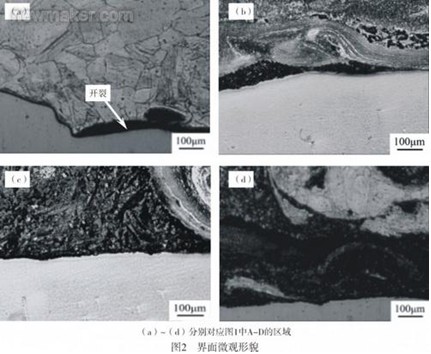
搅拌针插入量较小时,搅拌针只是在复板(铜板)上行走,并没有接触到基板(钛板),因此接头保留了铜搅拌摩擦焊时,常见的焊核形貌特征——洋葱环[7]。异 种金属的连接,界面往往作为一个复杂、重要的过渡区域。铜/钛板接触表面凹凸不平,在搅拌工具轴向压力作用下,凹凸不平的表面,首先咬合贴紧。正是由于搅 拌针没有接触到基板,基板仅仅受搅拌工具的轴向压力和复板传导的热的影响,但两者的作用不足以让复合板产生机械连接,在冷却收缩后复板和基板容易脱离。搅 拌针插入量增加时,搅拌针离底板越来越近,基板受复板热传导的影响增强,基板氧化膜与基体的膨胀系数不同,并在基板中出现热应力,导致氧化膜脱落、剥离基 体, 而进入界面另一侧。塑性较差的氧化膜和塑性较强的铜混合后,势必会阻碍焊核处金属的流动,因此焊核形貌出现了收缩、团聚。
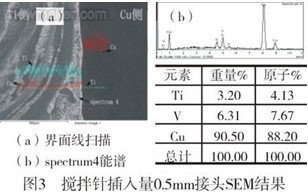
从垂直铜/钛复合板界面线扫描的结果可以看出,界面两侧Cu、Ti元素进行了互扩散,界面铜侧Ti元素的扩散量要大于界面钛侧Cu元素的扩散量,如图3所 示。由Arrhenius公式[8]可知,一定条件下元素的扩散行为主要与温度和扩散激活能有关,仅考虑温度对扩散的影响,不难解释界面两侧的元素扩散行 为不一样的现象。复板的温度高于基板的温度,并且复板搅拌区的金属处于塑化状态,这样有利于Ti 元素向复板扩散,基板的金属处于刚性状态,不利于Cu元素向基板扩散,这也是图中两种元素扩散量不同的原因之一。
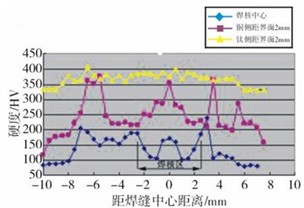
对接头进行硬度测试,结果说明了铜侧的硬度数值已经和铜的搅拌摩擦焊[9]的硬度分布曲线存在差别,这也与元素的扩散行为有关,如图4所示。复板中的温度较 高,对复板起到了退火的作用,使铜母材的硬度数值在85 HV左右。除了铜母材外,其他区域的硬度数值都在100HV以上,焊核区域出现了软化的现象,但数值依然高于100HV。焊核区的晶粒虽然很细小, 但是由于位错密度的下降和第二强化相的溶解,使得焊核区相比其他区域的硬度数值要小。最高的硬度数值出现在焊核和热力影响区的交界处。铜侧由于受Ti元素 扩散的影响,钛和铜生成某种金属间化合物,使得硬度数值整体上升,并且铜侧离界面越近,这种现象就越明显。界面另外一侧,母材钛的硬度数值在330HV左 右,同样受Cu元素扩散的影响,在扩散区域硬度数值要高出母材50HV。
4结束语
4.1 搅拌头旋转速度为750r/min,焊接速度为23.5mm/min,搅拌头倾角2°, 搅拌针插入量在0.3~0.6mm,用搅拌摩擦加工法制备铜/钛复合板是可行的。搅拌针插入量较小时,焊核形貌为洋葱环形貌;搅拌针插入量较大时焊核中塑 性金属容易团聚、堆积。
4.2 界面两侧Cu-Ti元素进行了互扩散, 并且Ti向复板铜侧的扩散量要大于Cu 向基板钛侧的扩散量。
4.3 母材铜的硬度数值在85HV左右, 母材钛的硬度数值在330HV左右,界面两侧其他区域,受元素互扩散的影响,硬度数值都有不同程度的提升。焊核区出现了软化现象。
上一篇:镁合金与钢的搅拌摩擦焊接
下一篇:碳纳米管与增强铜基复合材料的搅拌摩擦焊接
-
汽车散热器搅拌摩擦焊接机床
散热器属于汽车冷却系统,发动机水冷系统中的散热器由进水室、出水室、主片及散热器芯等三部分构成。冷却液在散热器芯内流动,空气在散热器芯外通过。热的冷却液由于向空气散热而变冷,冷空气则因为吸收冷却液散出的热量而升温,所以散热器是一个热交换器。
2013-09-09 -
铝合金板材的搅拌摩擦焊接与传统焊接
一、传统的铝合金板材焊接 传统的铝合金板材焊接,主要有气焊、焊条电弧焊、惰性气体保护焊(TIG或MIG)、钨极交流氩弧焊、钨极脉冲氩弧焊等方法。必须要做一系列的辅助工作: (一)、焊前准备 1、焊前清理:包括化学清洗和机械
2013-09-09 -
双轴肩搅拌摩擦焊接机(SRPT)的优势
搅拌摩擦焊作为一种轻合金材料连接的优选焊接技术,已经从技术研究发展到工程化和工业应用阶段。 一、双轴肩搅拌摩擦焊的工作原理 双轴肩搅拌摩擦焊是通过上下轴肩夹持作用加紧工件,下轴肩代替了常规搅拌摩擦焊的垫板装置。搅拌针与驱动装置及下轴
2013-09-09 -
双轴肩铝合金板件搅拌摩擦焊接技术
搅拌摩擦焊接利用高速旋转的搅拌头和封肩与金属摩擦生热使金属处于塑性状态,随着搅拌头向前移动,金属向搅拌头后方流动形成致密焊缝的一种固相焊方法。 搅拌摩擦焊作为一种固相焊接方法,焊接前及焊接过程中对环境的污染小。焊前工件无需严格的表面清理
2013-09-09

