

碳纳米管与增强铜基复合材料的搅拌摩擦焊接
发布日期:2012-11-01 兰生客服中心 浏览:5470
目前,铜及铜合金已成为第二大有色金属,是全球经济各行业中广泛需求的基础材料[1]。铜及铜合金由于具有机械性能良好、工艺性能优良,易于铸造、 塑性加工等优点,更重要的是铜及铜合金具有优越的导电和导热性能,因此铜及铜合金被广泛地应用于电子、电器等工业领域。但是,铜在室温强度、高温性能以及 磨损性能等诸多方面的不足限制了其更加广泛的应用,虽然铜合金在力学性能上有了一定的提高,但是随着合金化程度的提高,铜合金的导电、导热性能有了比较明 显的降低。因此,研制和开发具有高强高导性能的铜基复合材料是近年来科研工作者研究的热门方向。
纳米相增强铜基复合材料是近年来发展起来的一种工业新型材料[2],是由纳米相均匀地分散在铜或铜合金基体中而形成的。由于纳米分散相具有大的表 面积和强的界面相互作用,纳米相增强铜基复合材料表现出不同于一般颗粒或纤维增强铜基复合材料的力学、热学、电学、磁学和光学性能, 其比强度、比模量、耐磨性、导电、导热性能等均有大幅度的提高,是一种全新的高技术新材料,具有广阔的商业开发和应用前景[3]。
目前,国内外学者主要采用原位反应合成法[4]、内氧化法[5]、大塑性变形法[6]、机械合金化法[7]和粉末冶金法[8] 来制备纳米相增强铜基复合材料,但由于原位反应合成法制备工艺成本高, 不适于规模化生产[9];内氧化工艺容易造成组织缺陷;大塑性变形工艺会使粒度分布不均匀;机械合金化工艺粒径分布宽,易混入杂质;粉末冶金法生产工艺复 杂,成本高,生产效率低, 同时复合材料界面容易受到污染,界面反应严重。基于这种情况,本文采用了搅拌摩擦加工法制备了碳纳米管(Carbon Nano-tubes,CNTs)增强铜基复合材料,由于搅拌摩擦加工法特有的无污染、可重复性强、低能耗、可操作性强等特点,且搅拌摩擦加工具有的过程 可控性能够满足各种加工要求的复合材料的制备,在未来的复合材料加工制备研究中将具有十分重要的地位。
2试验材料及方法
试验材料采用T2紫铜试板,试验选用了两种规格尺寸的试板,分别为150mm×60mm×6mm和150mm×60mm ×2mm。纳米增强相为多壁碳纳米管, 直径为10~20nm,长度为5~15μm,纯度大于98%。
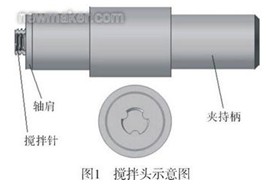
试验采用自制的搅拌摩擦加工设备,选用搅拌头如图1所示:搅拌针直径为12mm,搅拌针长度为5mm,轴肩直径为25mm,搅拌针螺纹为左旋,为提高制备复合材料过程中金属的流动性,在搅拌针部分带有螺纹的圆周上均布了三个半径为R2的半圆。
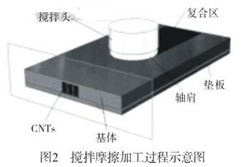
试验过程如下:用丙酮擦去试板表面污垢,对6mm厚的试板进行钻孔填增强相碳纳米管,并压实,为了防止在制备过程中碳纳米管的溢出,将已添加碳纳米管的 6mm厚的铜板以盲孔法向相反的方向叠加在一块2mm厚的铜垫板上,装夹固定在搅拌摩擦加工设备的试验台上进行往返挤压制备复合材料,搅拌摩擦加工过程示 意图如图2所示。
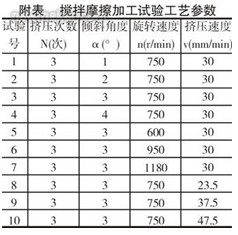
采用搅拌摩擦加工法制备碳纳米管增强铜基复合材料的工艺参数见附表,复合后截取试样的横截面用不同的砂纸打磨,抛光。对抛光后的试样采用氯化铁的腐蚀剂进行腐蚀5~10s。
3 试验结果与分析
3.1 倾斜角度对复合材料成形的影响
图3为在旋转速度为750r/min,挤压速度为30mm/min,挤压次数为3次时不同倾斜角度下复合材料的横截面形貌图。由图3(a)可知在 倾斜角度为1°时在复合材料的中上部出现了比较明显的隧道孔和孔洞缺陷,而且CNTs 在铜基体中分布极不均匀,出现了大面积的CNTs团聚区,复合区的宽度较小。从图3(b)和(c)可以看出随着倾斜角度的增加,复合材料中的隧道孔和孔洞 缺陷逐渐消失,复合区的宽度也趋于增加,CNTs在铜基体中的分布趋于均匀化,并且在图3(c)中基本上出现没有明显的CNTs团聚,复合区的成形也较 好。由图3(d)可知随着倾斜角度进一步加大,虽然CNTs的分布宽度有增大的趋势,但是复合区成形较差,复合材料开始出现疏松、孔洞等缺陷,CNTs在 铜基体中的均匀性也较差,出现了明显的CNTs团聚的倾向。
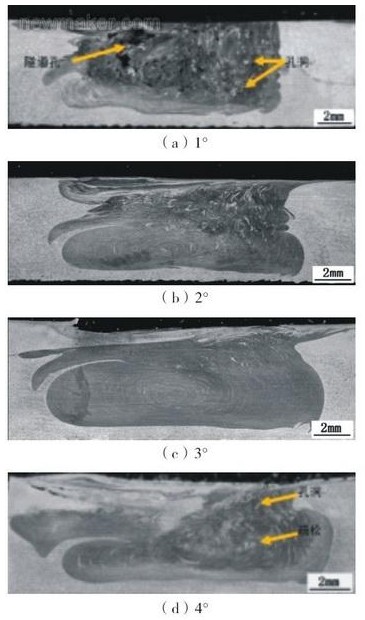
因此,可以看出在其他工艺参数不变的情况下,当倾斜角度为3°时制得的复合材料最好。分析认为,由于试验选用的搅拌头为左螺纹,根据柯黎明等[10]提出的 金属塑性流动的“抽吸-挤压”理论,在制备复合材料过程中,搅拌针周围的塑化金属会受到螺纹两个力的作用,力的作用使得塑性金属会产生两个方向的运动:一 个是螺纹与塑化金属之间摩擦产生的摩擦力,摩擦力作用使得塑化金属产生圆周运动;一个是搅拌头旋转并向前运动时产生的垂直于螺纹表面的压力,压力作用使得 塑化金属向下运动。在螺纹的综合合力作用下,使搅拌头周围的塑化金属呈现向下的螺旋运动,其结果使搅拌针周围的塑化金属向下迁移,但在复合区的底层,塑化 金属受底板的阻碍而向周边流动;从而在复合区的上部出现瞬时的低压区或空腔,而在复合区的下部局部区域形成较大的压力挤压复合区外围的金属,导致外围金属 受下部金属的高压区和上部金属低压区的压力差作用向上运动。当搅拌头倾斜角度较小时,搅拌针的旋转近乎在同一水平面上,螺纹与塑化金属的摩擦力较小,主要 表现为垂直于螺纹表面的压力,因此,塑化金属主要表现为向下运动,而塑化金属的圆周运动较小,因此复合区的上部产生的瞬时空腔得不到沿着螺纹圆周方向塑化 金属的充分补给而容易形成隧道孔、孔洞等缺陷,复合区的宽度也会较小,而随着倾斜角度的增加,塑化金属的圆周运动加剧,复合区上部区域的瞬时空腔能得到充 分补给,因此复合材料的成形逐渐变好,当倾斜角度为3°时,复合区成形已较好,并且没有明显的缺陷产生,而随着倾斜角度的继续增加,塑化金属的圆周运动过 大,导致塑化金属在平行于螺纹方向的运动加大,复合区的宽度也趋于增大,导致塑化金属的挤压作用减小,反而不利于复合区上部瞬时空腔的填充,塑化金属的流 动紊乱, 导致复合区的成形较差,开始形成疏松、孔洞等缺陷。
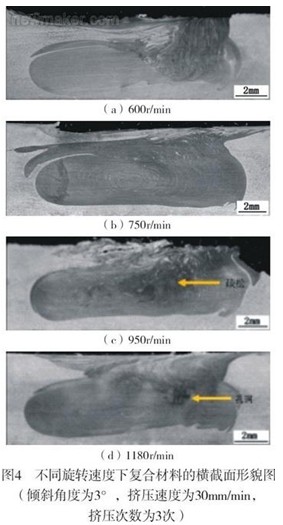
3.2 旋转速度对复合材料成形的影响
图4为在倾斜角度为3°,挤压速度为30mm/min,挤压次数为3次时不同旋转速度下复合材料的横截面形貌图。由图4(a)可以看出在旋转速度为600 r/min时,CNTs在铜基体中的分布均匀性较差,出现了明显的CNTs的团聚现象,CNTs在复合区的右端分布较多,而且复合区的面积较小。从图 4(b)~(d)可以看出随着旋转速度的增加, CNTs在铜基体中的分布均匀性显著提高,在旋转速度为950r/min和1180r/min 时,CNTs在铜基体中的均匀性较好,CNTs的团聚现象得到了明显改善,但复合区局部开始出现疏松、孔洞等缺陷。而在旋转速度为750 r/min时,复合区CNTs在铜基体中的均匀性相比旋转速度为600r/min时有了很大的提高,复合区也没有明显的疏松和孔洞等缺陷产生,因此,可以 看出在其他参数不变的情况下,当旋转速度为750r/min时制得的复合材料最好。
分 析认为,当其他工艺参数不变的情况下,随着搅拌头旋转速度由600 r/min提高到1180r/min,一方面在搅拌摩擦加工过程中搅拌头单位时间里与铜基体的接触增加,复合区塑化金属与搅拌头摩擦产热增多,加速了 CNTs 在铜基体的流动性,CNTs在铜基体的流动越充分,因此CNTs在铜基体中能较均匀地分散开来;另一方面随着搅拌头旋转速度的增大,产生塑化金属流动的驱 动力变大,使得CNTs在铜基体中的流动性提高,CNTs在铜基体的分散均匀性显著提高。因此,随着搅拌头旋转速度的提高,CNTs在铜基体的分布趋于更 均匀化。然而对于制备复合材料来说,并不是搅拌头的旋转速度越高越好,如果旋转速度过高,搅拌针后方由于塑性金属的离心运动所产生的空腔就会越大,这样便 会由于塑化金属的无法及时填充而产生疏松和孔洞等缺陷。
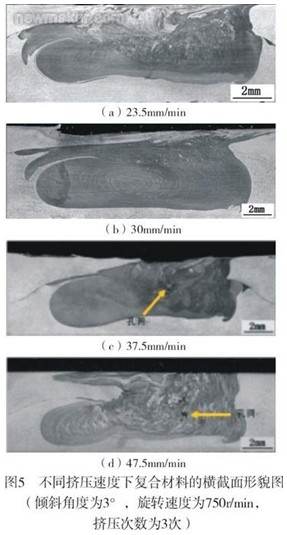
3.3 挤压速度对复合材料成形的影响
图5为在倾斜角度为3°,旋转速度为750r/min,挤压次数为3次时不同挤压速度下复合材料的横截面形貌图。图5(a)中虽然复合材料的复合 区面积较大,但复合区的上部分成形较差, CNTs在复合区的轴肩影响区的分布明显较少,CNTs在复合区的分布均匀性也较差,随着挤压速度的增加,在挤压速度为30mm/m时如图5(b)所示, 复合材料的成形较好,没有出现明显的CNTs团聚现象,CNTs在铜基体中的均匀性也较好,而随着挤压速度的继续增加,在挤压速度为37.5mm/min 和47.5mm/min时,开始出现比较明显的CNTs在铜基体的团聚现象,CNTs在铜基体中的均匀性逐渐下降,而且复合区中已经出现了明显的疏松和孔 洞等缺陷。
分析认为,在其他工艺参数不变的情况下,挤压速度较小时,单位时间内单位体积的铜基体与搅拌头的接触增加,致使复合区的产热增多,塑性金属的流动 性较好,在搅拌针后方由于塑性金属的离心运动所产生的空腔能够得到塑化金属充分的填充,因此,挤压速度较小时,几乎没有疏松和孔洞缺陷的产生,但是当挤压 速度过低时,搅拌头轴肩与铜基体的摩擦产热要明显高于搅拌针与铜基体的摩擦产热,使得复合区上下部分产生了至上而下的热量紊流,热量的紊流使得CNTs更 多地被分布于复合区的中下方,在轴肩影响区分布较小,因此,在挤压速度为23.5mm/min时复合材料的成形较差,CNTs的分布均匀性也较差,在挤压 速度为30mm/min时制备的复合材料为最好。随着挤压速度的提高,单位时间内单位体积的铜基体与搅拌头的接触减小,复合区由于产热不足导致塑性金属的 流动变差,CNTs 在铜基体中得不到充分的分散,因此复合区中CNTs在铜基体中的均匀性逐渐变差,而且挤压速度过快使得搅拌针后方由于塑性金属的离心运动所产生的空腔得不 到充分的填充,而容易产生疏松、孔洞等缺陷。
在搅拌摩擦加工法制备碳纳米管增强铜基复合材料中,制备过程中所采用的工艺参数(搅拌头的倾斜角度、旋转速度和挤压速度)对复合材料的成形以及 CNTs在复合材料中分散均匀性有较大的影响,在进行单一变量试验结果表明,在挤压次数为3次,倾斜角度为3°,旋转速度为750r/min,挤压速度为 30mm/min时,制得复合材料的成形较好,CNTs在复合材料中较均匀地分布,复合材料中无明显的疏松和孔洞等缺陷出现。
上一篇:铜/钛复合板的搅拌摩擦焊接
下一篇:钛合金薄板的搅拌摩擦焊接
-
汽车散热器搅拌摩擦焊接机床
散热器属于汽车冷却系统,发动机水冷系统中的散热器由进水室、出水室、主片及散热器芯等三部分构成。冷却液在散热器芯内流动,空气在散热器芯外通过。热的冷却液由于向空气散热而变冷,冷空气则因为吸收冷却液散出的热量而升温,所以散热器是一个热交换器。
2013-09-09 -
铝合金板材的搅拌摩擦焊接与传统焊接
一、传统的铝合金板材焊接 传统的铝合金板材焊接,主要有气焊、焊条电弧焊、惰性气体保护焊(TIG或MIG)、钨极交流氩弧焊、钨极脉冲氩弧焊等方法。必须要做一系列的辅助工作: (一)、焊前准备 1、焊前清理:包括化学清洗和机械
2013-09-09 -
双轴肩搅拌摩擦焊接机(SRPT)的优势
搅拌摩擦焊作为一种轻合金材料连接的优选焊接技术,已经从技术研究发展到工程化和工业应用阶段。 一、双轴肩搅拌摩擦焊的工作原理 双轴肩搅拌摩擦焊是通过上下轴肩夹持作用加紧工件,下轴肩代替了常规搅拌摩擦焊的垫板装置。搅拌针与驱动装置及下轴
2013-09-09 -
双轴肩铝合金板件搅拌摩擦焊接技术
搅拌摩擦焊接利用高速旋转的搅拌头和封肩与金属摩擦生热使金属处于塑性状态,随着搅拌头向前移动,金属向搅拌头后方流动形成致密焊缝的一种固相焊方法。 搅拌摩擦焊作为一种固相焊接方法,焊接前及焊接过程中对环境的污染小。焊前工件无需严格的表面清理
2013-09-09

