

铜的搅拌摩擦焊接
发布日期:2012-11-01 兰生客服中心 浏览:6681
采用自主研制的搅拌摩擦焊设备成功实现了3mm的紫铜板对接(如图1所示)。
搅拌摩擦焊为固相连接方法,采用该方法实现铜连接避免了熔焊方法的诸多缺陷和不足。焊缝外观均匀光滑,无缺陷,相对于熔焊焊接变形极小(如图2所示)。焊接操作简单,焊前只需丙酮等有机溶剂去除结合面油脂,无需开坡口去除氧化膜;焊后无需去除余高,提高了生产效率。焊接过程能耗小,无需填充材料,焊接成本低。
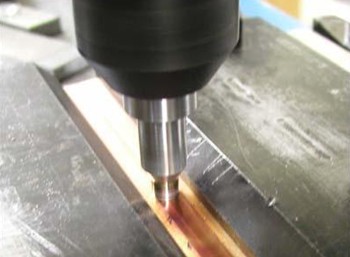
图1 焊接过程

图2 搅拌摩擦焊焊接紫铜板全貌
采用搅拌摩擦焊技术焊接紫铜接头的变形程度、残余应力和接头强度均优于熔焊方法。
此外,还成功实现了黄铜板的搅拌摩擦焊对接,如图3所示。

图3 搅拌摩擦焊焊接黄铜板全貌
众所周知,铜是与人类关系非常密切的有色金属,广泛地应用于电气、轻工、机械制造、建筑工业、国防工业等 领域,在我国有色金属材料的消费量排名中仅次于铝。如化学工业中用于制造真空器、蒸馏锅、酿造锅等,在国防工业中用以制造炮弹、枪炮零件等。由于铜具有良好的耐蚀性,在石化工业中大量用于制造接触腐蚀性介质的各种容器、管道系统、过滤器、泵和阀门等器件。
此外,还利用它的导热性,制造各种蒸发器、热交换器 和冷凝器。亚里安那5号火箭的燃烧室内衬用的也是铜银合金,在这个衬筒内加工出360个冷却通道,火箭发射时通入液态氢进行冷却。在电机制造中同样存在大 量的紫铜-紫铜的接头,如端环与导条的接头、阻尼环与阻尼杆的接头。
铜的广泛应用必然涉及到铜的焊接问题,铜及其合金在古代以钎焊和锻焊较多,现在则是熔焊占据主要地位。但是,铜的焊接存在许多问题。
由于铜的熔点高,且导热性能优异,熔焊时母材金属很难熔化,填充金属与母材也难以很好的融合,易产生未焊透现象;且焊后晶粒严重长大,使接头的强 度和塑性大大降低;杂质元素的掺入也使接头的导电性下降;由于铜的线膨胀系数和收缩率比较大,焊后变形严重、外观成型很差,残余应力较大。
此外,杂质的存 在很容易在焊缝中生成低熔共晶,接头的热裂倾向也较大;由于铜的导热性能优异,焊缝的冷却速度较快,所以气孔也是铜的熔化焊接中存在的主要困难之一。总 之,采用熔化焊接不仅能耗大,且工艺要求非常苛刻,不易得到综合性能优异的焊缝。
采用电阻点焊和缝焊加工时,也同样会因为铜的熔点较高,且导电、导热性能优异,会遇到一些类似困难。此外,目前应用广泛的电机紫铜接头的连接均采 用传统的银基钎料钎焊工艺,为此每年要消耗大量的白银,一个大、中型电机制造企业每年用于采购钎料的费用在数十万元至数百万元之间。同时,采用钎焊工艺, 不仅钎焊接头的制备要求高,还难以保证最佳钎焊间隙,而且时常因钎缝缺陷导致接头脱焊,造成重大经济损失。
为解决上述问题,多年来业内人士一直在探索铜及铜合金连接的新技术。搅拌摩擦焊作为一种新型固相连接技术,具有高效、节能、无污染、接头性能优良 等优点,广泛应用于航天、航空、船舶、车辆、电器等行业。采用搅拌摩擦焊接方法焊接铜及其合金,不需要钎料,也不需要其他的焊接材料就能得到性能优良的接头。
采用搅拌摩擦焊实现铜连接应用前景广阔,在国外,对铜接头质量要求苛刻的领域,均采已用搅拌摩擦焊方法。对焊接随着铜及其合金搅拌摩擦焊设备和工艺的进一步完善,搅拌摩擦焊技术将成为铜及其合金连接的首选方案在该领域广泛应用,有望产生巨大的经济效益和社会效益。
上一篇:铸铝的搅拌摩擦焊接
下一篇:铝合金型材拼接的搅拌摩擦焊接
-
汽车散热器搅拌摩擦焊接机床
散热器属于汽车冷却系统,发动机水冷系统中的散热器由进水室、出水室、主片及散热器芯等三部分构成。冷却液在散热器芯内流动,空气在散热器芯外通过。热的冷却液由于向空气散热而变冷,冷空气则因为吸收冷却液散出的热量而升温,所以散热器是一个热交换器。
2013-09-09 -
铝合金板材的搅拌摩擦焊接与传统焊接
一、传统的铝合金板材焊接 传统的铝合金板材焊接,主要有气焊、焊条电弧焊、惰性气体保护焊(TIG或MIG)、钨极交流氩弧焊、钨极脉冲氩弧焊等方法。必须要做一系列的辅助工作: (一)、焊前准备 1、焊前清理:包括化学清洗和机械
2013-09-09 -
双轴肩搅拌摩擦焊接机(SRPT)的优势
搅拌摩擦焊作为一种轻合金材料连接的优选焊接技术,已经从技术研究发展到工程化和工业应用阶段。 一、双轴肩搅拌摩擦焊的工作原理 双轴肩搅拌摩擦焊是通过上下轴肩夹持作用加紧工件,下轴肩代替了常规搅拌摩擦焊的垫板装置。搅拌针与驱动装置及下轴
2013-09-09 -
双轴肩铝合金板件搅拌摩擦焊接技术
搅拌摩擦焊接利用高速旋转的搅拌头和封肩与金属摩擦生热使金属处于塑性状态,随着搅拌头向前移动,金属向搅拌头后方流动形成致密焊缝的一种固相焊方法。 搅拌摩擦焊作为一种固相焊接方法,焊接前及焊接过程中对环境的污染小。焊前工件无需严格的表面清理
2013-09-09

