

孔加工固定循环
发布日期:2012-10-29 兰生客服中心 浏览:10633
在铣削加工中,工件的孔加工、型腔和凸台加工是数控铣床加工的主要内容。在编程过程中,对于孔加工(钻孔、攻丝、镗孔、深孔钻削等),常常使用孔加工固定循环指令,对于型腔和凸台加工,常常使用子程序,应用循环指令和子程序可以简化加工程序和提高编程的效率。
孔加工固定循环
1.孔加工固定循环的运动与动作
对工件孔加工时,根据刀具的运动位置可以分为四个平面(如图1所示):初始平面、R平面、工件平面和孔底平面。在孔加工过程中,刀具的运动由6个动作组成:
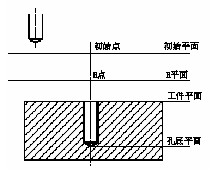
图1孔加工循环的平面
1. 动作1—快速定位至初始点X、Y表示了初始点在初始平面中的位置;
2. 动作2—快速定位至R点刀具自初始点快速进给到R点;
3. 动作3—孔加工以切削进给的方式执行孔加工的动作;
4. 动作4—在孔底的相应动作包括暂停、主轴准停、刀具移位等动作;
5. 动作5—返回到R点继续孔加工时刀具返回到R点平面;
6. 动作6—快速返回到初始点孔加工完成后返回初始点平面。
为了保证孔加工的加工质量,有的孔加工固定循环指令需要主轴准停、刀具移位。图2表示了在孔加工固定循环中刀具的运动与动作,图中的虚线表示快速进给,实线表示切削进给。
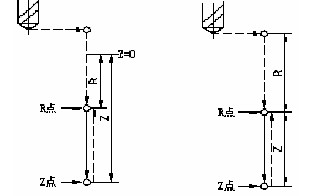
图2固定循环的动作
(1)初始平面
初始平面是为安全操作而设定的定位刀具的平面。初始平面到零件表面的距离可以任意设定。若使用同一把刀具加工若干个孔,当孔间存在障碍需要跳跃或全部孔加工完成时,用G98指令使刀具返回到初始平面;否则,在中间加工过程中可用G99指令使刀具返回到R点平面,这样可缩短加工辅助时间。
(2)R点平面
R点平面又叫R参考平面。这个平面表示刀具从快进转为工进的转折位置,R点平面距工件表面的距离主要考虑工件表面形状的变化,一般可取2-5mm。
(3)孔底平面
Z表示孔底平面的位置,加工通孔时刀具伸出工件孔底平面一段距离,保证通孔全部加工到位,钻削盲孔时应考虑钻头钻尖对孔深的影响。
2.选择加工平面及孔加工轴线
选择加工平面有G17、G18和G19三条指令,对应XOY、XOZ和YOZ三个加工平面,以及对应孔加工轴线分别为Z轴、Y轴和X轴。立式数控铣床孔加工时,只能在XOY平面内使用Z轴作为孔加工轴线,与平面选择指令无关。下面主要讨论立式数控铣床孔加工固定循环指令。
3.孔加工固定循环指令格式
指令格式:
G90G99G73~G89X__Y__Z__R__Q__P__F__L__
G90G98G73~G89X__Y__Z__R__Q__P__F__L__
G91G99G73~G89X__Y__Z__R__Q__P__F__L__
G91G98G73~G89X__Y__Z__R__Q__P__F__L__
指令功能:孔加工固定循环
指令说明:
(1)在G90或G91指令中,Z坐标值有不同的定义。
(2)G98、G99为返回点平面选择指令,G98指令表示刀具返回到初始点平面,G99指令表示刀具返回到R点平面,如图2所示;
(3)孔加工方式G73~G89指令,孔加工方式对应指令见下表;
(4)X__Y__指定加工孔的位置,(与G90或G91指令的选择有关);
Z__指定孔底平面的位置(与G90或G91指令的选择有关);
R__指定R点平面的位置(与G90或G91指令的选择有关);
Q__在G73或G83指令中定义每次进刀加工深度,在G76或G87指令中定义位移量,Q值为增量值,与G90或G91指令的选择无关;
P__指定刀具在孔底的暂停时间,用整数表示,单位为ms;
F__指定孔加工切削进给速度。该指令为模态指令,即使取消了固定循环,在其后的加工程序中仍然有效;
L__指定孔加工的重复加工次数,执行一次L1可以省略。如果程序中选G90指令,刀具在原来孔的位置上重复加工,如果选择G91指令,则用一个程序段对分布在一条直线上的若干个等距孔进行加工。L指令仅在被指定的程段中有效。
固定循环功能表
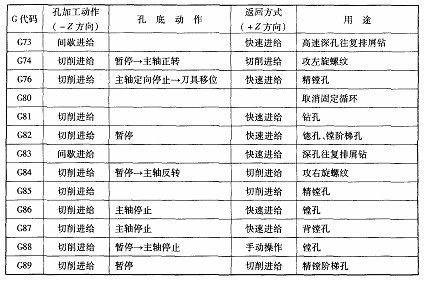
图3G90与G91的坐标计算
如图3左图所示,选用绝对坐标方式G90指令,Z表示孔底平面相对坐标原点的距离,R表示R点平面相对坐标原点的距离;如图3右图所示,选用相对坐标方式G91指令,R表示初始点平面至R点平面的距离,Z表示R点平面至孔底平面的距离。孔加工方式指令以及指令中Z、R、Q、P等指令都是模态指令。
4.各种孔加工方式说明
(1)高速深孔往复排屑钻G73指令
指令格式:G73X_Y_Z_R_Q_F_
孔加工动作如图4左图所示。G73指令用于深孔钻削,Z轴方向的间断进给有利于深孔加工过程中断屑与排屑。指令Q为每一次进给的加工深度(增量值且为正值),图示中退刀距离d由数控系统内部设定。
(2)深孔往复排屑钻G83指令
指令格式:G83X_Y_Z_R_Q_F_
孔加工动作如图4右图所示。与G73指令略有不同的是每次刀具间歇进给后回退至R点平面,这种退刀方式排屑畅通,此处的d表示刀具间断进给每次下降时由快进转为工进的那一点至前一次切削进给下降的点之间的距离,d值由数控系统内部设定。由此可见这种钻削方式适宜加工深孔。
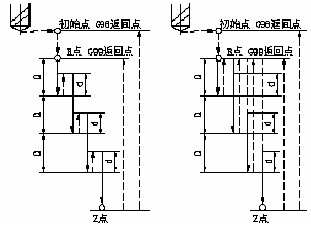
图4G73循环与G83循环
(3)精镗孔G76指令
指令格式:G76X_Y_Z_R_Q_F_;
孔加工动作如图5所示。图中OSS表示主轴准停,Q表示刀具移动量(规定为正值,若使用了负值则负号被忽略)。在孔底主轴定向停止后,刀头按地址Q所指定的偏移量移动,然后提刀,刀头的偏移量在G76指令中设定。采用这种镗孔方式可以高精度、高效率地完成孔加工而不损伤工件表面。
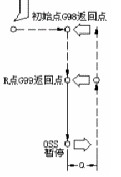
图5精镗孔图
(4)钻孔G81指令与锪孔G82指令
G81的指令格式为:G81X_Y_Z_R_F_;
G82的指令格式为:G82X_Y_Z_R_F_;

图6钻孔与锪孔
如图6所示,G82与G81指令相比,唯一不同之处是G82指令在孔底增加了暂停,因而适用于锪孔或镗阶梯孔,提高了孔台阶表面的加工质量,而G81指令只用于一般要求的钻孔。
(5)精镗孔G85指令与精镗阶梯孔G89指令
G85的指令格式为:G85X_Y_Z_R_F_;
G89的指令格式为:G89X_Y_Z_R_P_F_;
如图7所示,这两种孔加工方式,刀具以切削进给的方式加工到孔底,然后又以切削进给的方式返回R点平面,因此适用于精镗孔等情况,G89指令在孔底增加了暂停,提高了阶梯孔台阶表面的加工质量。

图7精镗孔与精镗阶梯孔
(6)镗孔G86指令
指令格式:G86X_Y_Z_R_F_
如图8所示,加工到孔底后主轴停止,返回初始平面或R点平面后,主轴再重新启动。采用这种方式,如果连续加工的孔间距较小,可能出现刀具已经定位到下一个孔加工的位置而主轴尚未到达指定的转速,为此可以在各孔动作之间加入暂停G04指令,使主轴获得指定的转速。

图8镗孔G86指令
(7)反镗孔G87指令
指令格式:G87X_Y_Z_R_Q_F_;
如图9所示,X轴和Y轴定位后,主轴停止,刀具以与刀尖相反方向按指令Q设定的偏移量偏移,并快速定位到孔底,在该位置刀具按原偏移量返回,然后主轴正转,沿Z轴正向加工到Z点,在此位置主轴再次停止后,刀具再次按原偏移量反向位移,然后主轴向上快速移动到达初始平面,并按原偏移量返回后主轴正转,继续执行下一个程序段。采用这种循环方式,刀具只能返回到初始平面而不能返回到R点平面。
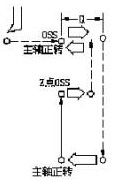
图9反镗孔
(8)镗孔G88指令
指令格式:G88X_Y_Z_R_P_F_;
如图10所示,刀具到达孔底后暂停,暂停结束后主轴停止且系统进入进给保持状态,在此情况下可以执行手动操作,但为了安全,应先把刀具从孔中退出,再启动加工按循环启动按纽,刀具快速返回到R点平面或初始点平面,然后主轴正转。
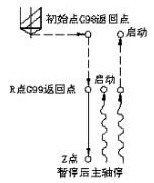
图10镗孔G88指令
(9)重复固定循环简单应用
例题:钻削如图11中的后4个孔,编制加工程序。
G90G00X20Y10
G91G98G81X10Y5Z-20R-5L4F80
当加工很多相同的孔时,应仔细分析孔的分布规律,合理使用重复固定循环,尽量简化编程。本例中各孔按等间距线性分布,可以使用重复固定循环加工,即用地址L规定重复次数。采用这种方式编程,在进入固定循环之前,刀具不能直接定位在第一个孔的位置,而应向前移动一个孔的位置。因为在执行固定循环时,刀具要先定位后再执行钻孔动作。
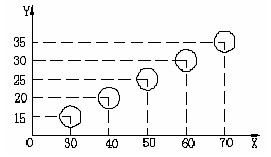
图11重复固定循环简单应用
上一篇:内孔磨削加工与滚压加工的比较
下一篇:正确选择孔加工策略
-
铝合金发动机缸盖挺柱铰孔加工
由于发动机的构造复杂,技术含量高,一直以来,其部件的生产制造都是人们所关注的重点。 在对缸盖挺柱孔进行精加工时,刀具使用寿命短一直困扰着生产一线的技术人员。缸盖挺柱孔的结构如图2所示。经过与国内某汽车公司的紧密合作,UNIMERCO成
2014-07-17 -
汽车变速箱滑阀孔加工
汽车自动变速箱阀体滑阀孔的加工是整个箱体孔加工工艺中要求最高的工位。在常用的含硅量为8%~16%之间的铝合金阀体加工中,UNIMERCO通常采用的刀具方案为“一粗一精”两把刀的组合。 一、扩孔粗加工 采用UM PCD直槽扩孔刀,如图
2013-09-10 -
发动机、变速器孔的喇叭口现象
发动机、变速器零件在机加工过程中,当现行的过程控制措施满足不了孔加工要求时,其存在的失效原因往往会造成加工孔的一些失效模式出现,孔在加工中出现喇叭口就是孔的一种失效模式。 一、喇叭口类别 要判断加工孔出现了喇叭口其孔是否失效,首先要
2013-09-10 -
铸铁发动机缸体曲轴孔的精加工方案
曲轴孔的加工质量对发动机的工作性能具有重大影响,奇瑞公司发动机事业部根据实际加工情况,对铸铁发动机缸体曲轴孔的精加工方案不断进行研究和持续改进,收效显著,使加工质量和效率都得到了有效提升。 缸体是发动机重要的基础件,其主要功用是将各机构
2013-09-10

