

加工中心钻孔程序的编制
发布日期:2012-10-28 兰生客服中心 浏览:8267
1.钻孔程序的编制
如图1,沿任意一条直线钻等距的孔。若使用配备FANUC-6M系统的立式加工中心,则加工程序如下:
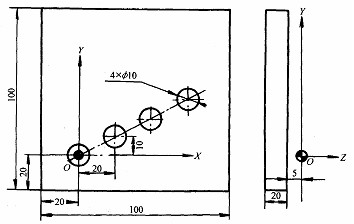
图1沿直线钻等距孔
O1000
N10G92X400.0Y300.0Z320.0建立加工坐标系
N20M06T00换上中心钻
N30G90G00X0Y0X、Y向定位
N40Z0Z向定位
N50M03S500F30主轴启动
N60G81G99R-4.0Z-10.0钻深为5mm的中心孔
N70G91G00X20.0Y10.0L03重复3次钻3中心孔
N80M05主轴旋转停止
N90G28Z0经加工原点回机床原点
N100M06T01换钻孔刀,返回加工点
NIl0M03G90G00G44H01G81G99R-5.0Z-30.0钻第一个孔,加刀具补偿
N120G91X-20.0Y-10.0L03重复钻3次孔
N130M05G28G49Z320.0撤消刀具长度补偿回Z轴
N140M01参考点
N150M99P20返回到N20程序段
程序的特点:
1)使用G92建立加工坐标系,坐标系的偏置量在程序中进行设置,修改调整更方便。
2)有两次自动换刀,并使用刀具长度补偿,体现加工中心自动加工的功能。机床起动后主轴上装的是F10钻头刀具,刀库的零号刀位上应安装有中心钻。因整个程序只用两把刀,刀库不用转动,原地换刀就可以了。
3)使用中心钻(N60程序段)预钻定位孔,使孔定位准确。
4)使用相对值指令(N70,N120)给出了孔的位置,使固定循环功能重复使用,直到把孔全部钻完。L03为重复次数。
5)使用了M01(N140)程序暂停。注意:使用M01时操作面板上的程序暂停开关应放到接通位置,这样在程序执行到M01时面板上的指示灯燃亮,告诉操作者程序处于任选停止,可以装卸零件,待处理工作结束时按循环起动按钮,程序接着执行。
6)程序结尾使用M99P20这也是一种程序结束的方法,它使程序自动返回到N20的程序段去接着执行,运行不停止。
2.镗孔程序的编制
图2为轴承支座零件图。工艺为:在卧式加工中心上一次装夹,使用反镗固定循环等功能,不转动工作台,以保证同轴度要求。
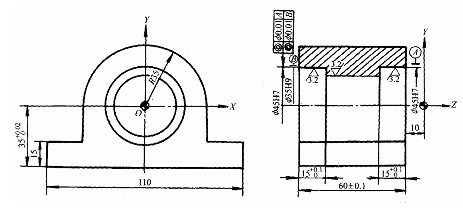
图2轴承支座
上一篇:中心钻加工工艺
下一篇:加工中心镗削用量的优化
-
铝合金发动机缸盖挺柱铰孔加工
由于发动机的构造复杂,技术含量高,一直以来,其部件的生产制造都是人们所关注的重点。 在对缸盖挺柱孔进行精加工时,刀具使用寿命短一直困扰着生产一线的技术人员。缸盖挺柱孔的结构如图2所示。经过与国内某汽车公司的紧密合作,UNIMERCO成
2014-07-17 -
汽车变速箱滑阀孔加工
汽车自动变速箱阀体滑阀孔的加工是整个箱体孔加工工艺中要求最高的工位。在常用的含硅量为8%~16%之间的铝合金阀体加工中,UNIMERCO通常采用的刀具方案为“一粗一精”两把刀的组合。 一、扩孔粗加工 采用UM PCD直槽扩孔刀,如图
2013-09-10 -
发动机、变速器孔的喇叭口现象
发动机、变速器零件在机加工过程中,当现行的过程控制措施满足不了孔加工要求时,其存在的失效原因往往会造成加工孔的一些失效模式出现,孔在加工中出现喇叭口就是孔的一种失效模式。 一、喇叭口类别 要判断加工孔出现了喇叭口其孔是否失效,首先要
2013-09-10 -
铸铁发动机缸体曲轴孔的精加工方案
曲轴孔的加工质量对发动机的工作性能具有重大影响,奇瑞公司发动机事业部根据实际加工情况,对铸铁发动机缸体曲轴孔的精加工方案不断进行研究和持续改进,收效显著,使加工质量和效率都得到了有效提升。 缸体是发动机重要的基础件,其主要功用是将各机构
2013-09-10

