

孔加工中负压排屑、断屑的分析
发布日期:2012-10-29 兰生客服中心 浏览:6317
在机械加工中,孔加工属于封闭式加工,加工时刀具被工件包围,切削液难以达到切削区,加之切屑不易排除等原因,使孔的加工较为困难,尤其是加工深径比较大的孔时,加工难度更大。七十年代由日本冶金株式会社首先推出的DF系统深孔加工技术是一种很好的孔加工方法,并于八十年代引入我国。
随着多种设备的小型化,机械零件上的小直径深孔不断增多,并且加工精度也不断提高,从而使DF系统深孔加工技术日益显示出其优越性。国内在九十年代对DF系统逐步引起重视,但对其多进行的是实验研究,理论分析尚不完善。此外,外排屑枪钻深孔加工系统还不能完全被别的加工方法所取代,同样可以采用负压原理来提高它的加工效率和加工质量,同时也可以把这种方法扩展到其它加工系统中。在孔加工系统中增加负压装置后,可以明显提高系统的排屑能力,同时断屑情况也有所好转。
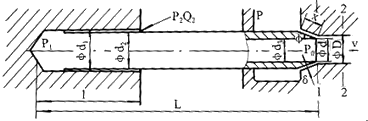
图1 一种带负压深孔加工系统
1、液流横截面为圆形
图1为一带负压深孔加工系统(卧式状态)示意图,加工时一路油(或切削液P2,Q2)从前端输入,另一路油(或切削液P,Q)从后端输入,通过图示装置产生负压效应,从而实现抽吸切屑。
首先在加工系统后端部分,在不考虑流过缝隙的局部和沿程压力损失情况下,卧式条件下列出1-1、2-2截面的伯努利方程如下:

g—— 切削液的比重,g=r*g(r为切削液的比密)
g—— 重力加速度
Vo,V—— 1-1,2-2处液体流速
Po,Pa— 1-1,2-2处压力,除特殊说明外,均为绝对压力,因2-2截面直接接回油箱,故Pa为环境大气压力
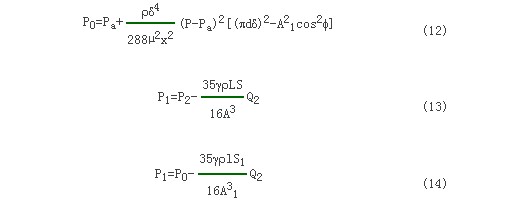
由流量公式Q=VA及连续性方程A1V1=A2V2可得
A0——1-1截面液流面积,A0=pdd
A ——2-2截面液流面积,A=pD2/4
将式(2),(3)代入式(1),注意到V0=V1cosf,并整理可得

当考虑液体流过缝隙时的沿程压力损失时,则流量可表示为

µ——流体的粘度
x——缝隙长度
将式(5)代入式(4)得

由式(6)可以看出,因P≥Pa,d≤D,所以P0很容易形成负压,即在刀杆内孔中很易产生负压。
设在加工系统中的前输油部分压力为P2,流量为Q2,则对切屑就很易形成前拉(吸)后推的作用,从而使切屑方便、快捷地排除。
前供油压力P2到达刀头即切削区时压力降为P2,则由流量式

得

在钻削过程中,如果待加工孔径d12确定,不论采用什么样的内排屑钻削方式加工,d2不会有太大差异,故为了使切屑能在此切削液压力作用下顺利地从刀杆内孔d3中排出,需要较大的P2才能完成。
又由管中流动式
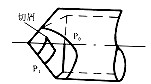
图2 负压断屑示意图
如果仅从排屑的角度来分析,可以由(7)、(8)两式得知,有了负压抽吸装置后,在同样的排屑能力下,前输油部分要求压力可明显降低。同时由我们的《深孔加工的负压外排屑探讨》可知,即使在这种情况下,排屑效果也会比原来的情况要好。如果还维持原来的前输油供油压力,则排屑能力会大大提高,不仅如此,同时由于在切削刃处,切屑的两面形成一定压差,如图2所示,假设忽略负压效应沿刀杆管的沿程损失(实际上相当于管内空气的沿程压力损失),那么切屑会在P1、P0作用下,很容易被拉断,此时的拉力F为

切屑能承受的极限拉力F1为

l1——切屑长度
r1——切屑宽度
h——切屑承压面占切屑总面积的比例
d——切屑的抗拉强度
f——加工时的每转进给量
显然当F>F1时,切屑将被拉断,由此可见切削系统中增加负压抽吸装置后,不仅对排屑能起到非常明显的作用,而且对断屑也会有很大帮助。所以,在设计时若要达到此目的,可以由(6)~(10)式进行理论计算。
此外,由式(6)、(7)、(8)可得

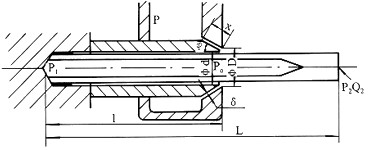
图3 另一带种负压深孔加工系统
由此式可以看出,如果P2等于环境压力,即不加前输油器,这在一些情况下是可能的,因有些零件结构不允许,前面无法安装输油器,则传统上认为不能采用上述系统加工,笔者认为此时可将工件浸入润滑液中(甚至不用前润滑液输入,就直接进风,进行空气冷却),仅借助于负压装置P来使前输入油口吸入润滑液,完成加工,从而使此种加工系统应用范围扩大,故称为强力负压孔加工系统,设计时,可借助式(11)进行有关计算。
2、液流截面为非圆截面
图3为另一种带负压深孔加工系统示意图,所用刀具为枪钻,后面输入切削液,前面为负压输出口。切削液流入通道和切屑流出通道均为非圆横截面,借助于非圆截面流量公式,可以推出对应于前面式(6)、(7)、(8)的如下三式
S,A——分别为进油口即刀杆内孔周长和面积
S1,A1——分别为出屑口即刀杆V型槽周长和面积
上一篇:加工中心镗削用量的优化
下一篇:新型的可转位刀片钻头
-
铝合金发动机缸盖挺柱铰孔加工
由于发动机的构造复杂,技术含量高,一直以来,其部件的生产制造都是人们所关注的重点。 在对缸盖挺柱孔进行精加工时,刀具使用寿命短一直困扰着生产一线的技术人员。缸盖挺柱孔的结构如图2所示。经过与国内某汽车公司的紧密合作,UNIMERCO成
2014-07-17 -
汽车变速箱滑阀孔加工
汽车自动变速箱阀体滑阀孔的加工是整个箱体孔加工工艺中要求最高的工位。在常用的含硅量为8%~16%之间的铝合金阀体加工中,UNIMERCO通常采用的刀具方案为“一粗一精”两把刀的组合。 一、扩孔粗加工 采用UM PCD直槽扩孔刀,如图
2013-09-10 -
发动机、变速器孔的喇叭口现象
发动机、变速器零件在机加工过程中,当现行的过程控制措施满足不了孔加工要求时,其存在的失效原因往往会造成加工孔的一些失效模式出现,孔在加工中出现喇叭口就是孔的一种失效模式。 一、喇叭口类别 要判断加工孔出现了喇叭口其孔是否失效,首先要
2013-09-10 -
铸铁发动机缸体曲轴孔的精加工方案
曲轴孔的加工质量对发动机的工作性能具有重大影响,奇瑞公司发动机事业部根据实际加工情况,对铸铁发动机缸体曲轴孔的精加工方案不断进行研究和持续改进,收效显著,使加工质量和效率都得到了有效提升。 缸体是发动机重要的基础件,其主要功用是将各机构
2013-09-10

