

机器人用于钣金冲压上下料
发布日期:2012-03-31 兰生客服中心 浏览:27610
从20世纪80年代末,世界上欧、美、日等多家汽车生产厂加强了对铝制汽车车身的研究,幷取得了令人鼓舞的成就。1995年德国奥迪公司首先开始批量生产铝制车身,把车身用铝的研究推向了高潮,铝合金在整车使用材料中的比例逐年提高。利用铝板来逐步代替构成汽车车身的钢板被越来越多的汽车厂商作为提高汽车绿色含量的现阶段重要途径。当然,这种铝板的机械特性需要满足与钢板相当的刚性和尺寸稳定性,然而不可否认的是,构成汽车车身的覆盖件由於轮廓尺寸较大且具有空间的不同形状,所以在短时间内,只能是局部车身零件能完全被铝板代替。
另一方面,由於目前的汽车冲压生产线大多采用自动化上下料,不可能专为铝板的生产投资一条生产线,所以如何利用已有的冲压自动化生产线来进行铝板的自动化生产,而且能够保证与钢板生产相媲美的生产效率,是一个值得探讨和创新的课题。同时,面临的难题还包括铝板的自动快速拆垛。众所周知,钢板的拆垛分张利用的是磁性相斥的工作原理,这一原理不能用於铝板的拆垛。
目前,ABB利用其专利产品RotAx伺服旋转第七轴和专用於冲压车间的IRB 6650型机器人成功集成了一种崭新的钢板与铝板共存的冲压生产线,经过一年多时间的实际生产验证,各项工艺满足了冲压件质量的要求,生产线效率也达到了生产要求。
改进前的钢板拆垛系统
原有的拆垛系统(图1)为1998年12月ABB安装调试完成的磁性皮带配备垂直提升气缸方式,集成利用了左右移动拆垛工作台以实现不间断生产换板料,生产线平均节拍在10件/分钟以上。
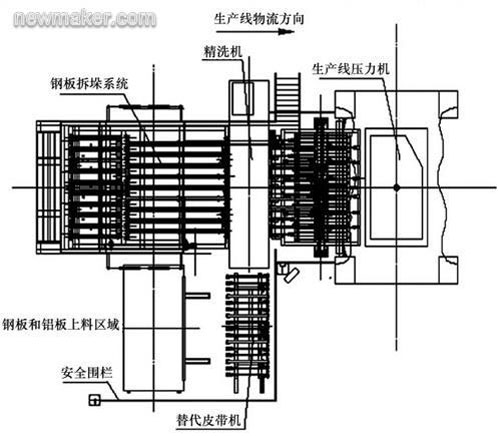
图1改进前的钢、板拆垛系统
改进後的钢、铝板拆垛系统
图2为经过改造後的系统,增加了铝板拆垛系统。通过对比可以看出,整线在增加了铝板拆垛系统幷没有增加占地面积。由於替代皮带机通过折叠式设计(当板料无需清洗时,只作为传送单元)安装在了原钢板拆垛系统下方,整个拆垛系统看起来更紧凑合理。事实证明,在生产线的钢板和铝板生产之间生产转换,只需要在总控台同过生产模式转换即可快速实现。
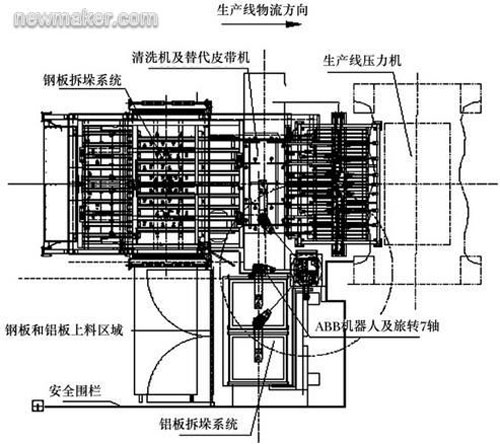
图2 改进後的钢、铝板拆垛系统
关键技术
1. RotAx伺服旋转第七轴
由於受空间所限,在拆垛速度必须满足整线节拍的要求下,如果利用传统的六轴机器人和端拾器,由於板料的运行轨迹在进行180度旋转时需要避让钢板拆垛系统部分结构,故不能充分使用机器人的柔性速度。同时,可以看出,如果使板料在拆垛完成後以直线运动姿态进入替代皮带机将会大大缩短运行时间。而ABB机器人和其专利产品RotAx伺服旋转第七轴完全适应於这一要求。

图3 ABBRotax旋转7轴
区别於在机器人第六轴通过增加连杆机构实现附加第7轴,ABBRotAx伺服旋转第七轴是采用伺服控制,真正意义上的第7轴。借助於其360度的旋转运动。在工序间传递板料时,能保持零件方向不变。它不仅使端拾器布置灵活,而且操作编程简便,另外,因为伺服轴与机器人完全融为一体,可实现紧凑型生产线(压机间距离最小)的设置。更重要的是,由於板料在传递时的姿态平稳,机器人柔性的动力性能也因此发挥至最佳。自2006年首次在国内推出後,已成功使用於多家国内外知名汽车厂商,帮助其生产效率和产品品质得到大幅提高。
2.铝板分张
众所周知,由於铝板的非磁性特性,采用同钢板相同的分张方式,即利用同极相斥的原理制造磁力分张器是不可行的,通过考察当今汽车厂家,对於铝板分张主要在采用以下两种方式:
吹气分张:通常直接与钢板的磁力分张相结合,如图示,这种设计优点是结构简单,可以直接利用工厂气源,只需通过增设一储气罐来满足吹气分张的瞬时耗气量。同时,在生产钢板时,也可以作为其分张效果的辅助。缺点是由於板料间普遍存在的油膜,致使双料产生的机率大大增加,从而使生产节拍得不到保证。
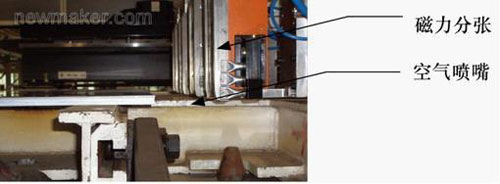
图4 钢板磁力分张
锯条辅助+吹气分张:通过在端拾器上增加条形锯条,即使板料间存在油膜,可以借助锯条的细齿带起最上面板料,同时进行吹气。这种工作方式提高了板料分张的可靠性,生产节拍能在一定程度上得到保证。不足之处是由於锯条在工作时,容易产生微细的碎铝屑,一旦带入模具,会给零件品质和模具带来损失。或者,对於新的铝板冲压自动化线,可以考虑在对中前增加清洗单元。
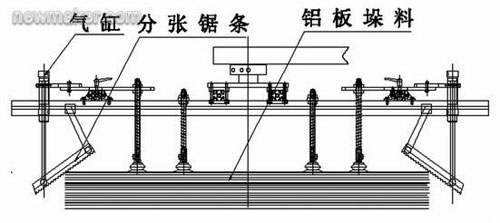
图5 辅助齿锯分张
在综合考虑以上两种铝板分张方式後,ABB通过改进机器人气路附属装置成功开发研制了自动剥离+高压吹气的分张系统,其具体工作原理如图6所示:借助於编码器控制的升降拆垛台始终将垛料上铝板位置保持在工作高度,机器人完成示教後吸盘每次在建立真空前首先由辅助提升气缸将板料的四个直角部分提气。同时空气喷嘴吹出高压气体,在板料提气直角部分和第二张板料间建立充气层。与此同时,其它工作吸盘开始建立真空幷最终将这张板料提起,在机器人第七轴的直线运动下将板料送至生产线。
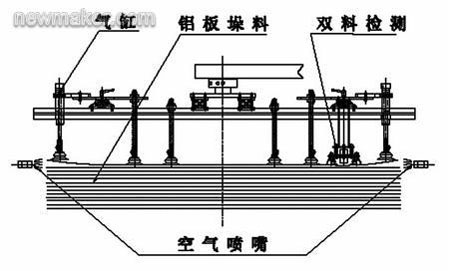
图6 自动剥离分张示意
可以看出,在调试中去协调优化各部分的工作时间和顺序是成功分张的关键。ABB机器人制造车间工艺人员通过实验,将复杂的气路控制与机器人本身具备的附件气路装置成功集成在一起,这样一来,既保证了端拾器功能的实现,又简化了端拾器重量,对最终该系统达到生产线节拍要求创造了有利条件。

图7 铝板吹气分张机构
该生产线成功的改进,使其既能生产钢板件,又能适应於铝板生产,而且平均生产节拍均超过9次/分钟(如果空间允许,经过进一步的轨迹优化,节拍可以达到11次/分钟)。
上一篇:6轴机器人用于大批量机加工的工件搬运
下一篇:用于立式加工中心的上下料机器人
-
机床上下料机器人集成中机器人本体的选用
目前,机床上下料机器人系统集成广泛采用日本FANUC法那科的LR Mate 200iC系列机器人本体,客户定制的数控车床、加工中心等机床上下料自动化的项目中,FANUC机器人都有出色的表现,集高效生产、稳定运行、节约空间等优势于一体,获得了
2015-03-23 -
机床上下料机器人自动化改造系统设计原则
企业对现有的数控机床进行自动化改造,一般是采用工业机器人改变机床在加工过程中的工件上下料方式,即采用工业机器人来替代人工和专机,完成工件装卸、工作翻转、工序转换,不用人或少用人,实现机械零部件加工单元和生产线,能实现24小时的大批量、自动化
2014-08-29 -
上下料机器人辅助柔性生产
在切削加工中,过程自动化不仅与机床本身有关,而且也与连接机床的前后生产装置有关。工业机器人能够适合所有的操作工序,能解决诸如传送、质量检验、剔除有缺陷的工件、机床上下料、更换刀具、实际的加工操作、清洗和工件堆垛等任务。 现代工业机器人是
2012-04-06 -
机器人让汽车压铸件加工实现了自动化
重庆长安铃木汽车公司的压铸项目采用的新一代机器人,可全面提高生产柔性、生产效率和再现性,还能大幅缩短操作工时。 作为一家专业开发广泛应用于各类材料的成形、锻造和压铸解决方案的公司,米勒万家顿在过去的20年里一直与中国企业保持着良好的业务
2012-04-01



