

实现镜面效果—滚压加工被“豪”加工所代替
发布日期:2016-08-02 兰生客服中心 浏览:14685
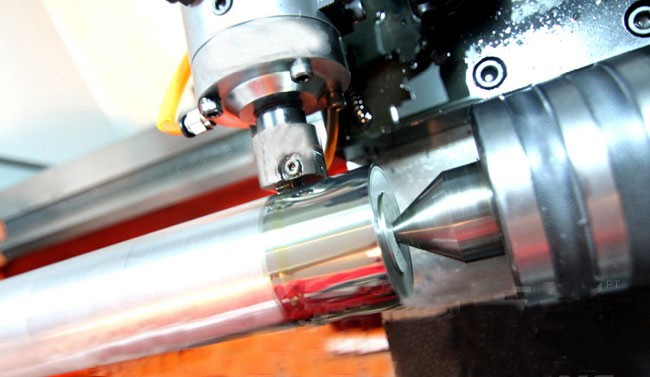
您还在用滚压加工?还在因为滚压的原因导致机床精度受损?还在频繁的更换滚压刀具?还在不停的产生废件?划时代的能量加工方式——“豪”加工已经被普遍应用在航空、航天、军工等企业单位,也已经被一大批中小型企业所应用来代替滚压、磨削、抛光等工艺……
对于大多数精密件的加工,都有镜面效果的要求,其中“豪”技术以及滚压技术是目前应用较广泛的提高表面光洁度的加工方式,滚压加工属于冷挤压加工,而“豪”是属于能量加工,“豪”在金属镜面加工上取得了划时代的进步,针对这两种方式的各种特性,作出以下对比:
|
|
“豪”金属表面加工 |
滚压加工 |
|
工作原理 |
属于复合能量加工,每秒3万次高频冲击,使金属塑性增加,金属晶粒细化,产生微观的塑性变形。 |
属于刚性强力冷挤压,实质是使工件表面冷作硬化。 |
|
加工效果 |
表面粗糙度较易达到Ra0.2以下,镜面效果,最高可达到Ra0.05。 |
正常能实现Ra0.4左右。 |
|
作用力对机床影响 |
作用力小,约500N,是弹性力,约为滚压的10%,对机床无不良影响。 |
很大的刚性力, 5000N,对机床导轨、传动机构、机床精度损伤较大,造成机床使用寿命下降。 |
|
表层质量缺陷 |
塑性变化延深度方向线性逐渐变小,无明显分离层,消除微观缺陷,表层质量好。 |
存在明显的变化层,塑性变化层容易和基材分离,严重时剥落,存在毛细裂纹、擦伤等缺陷。 |
|
金属表面变化层 |
塑性变化层很薄,在0.1-0.2mm,由于能量的穿透性强,良好压应力影响可达3mm以上。 |
塑性变化层很深,在2mm以上,压应力只存在于塑性变化层。 |
|
加工尺寸变化 |
由于作用力小,尺寸变化小,在0.01mm左右,对尺寸精度影响很小。 |
由于作用力大,尺寸变化大,在0.03mmm左右,对尺寸精度影响较大。 |
|
综合力学性能变化 |
预置良好压应力,金属晶粒的细化,提高表面硬度,但不降低塑性和韧性,疲劳寿命十到几十倍。 |
是加工硬化的结果,表面硬度提高的同时,降低了工件的塑性和韧性,疲劳寿命提高较少。 |
|
耐磨耐腐蚀性 |
大大提高工件耐磨性和耐腐蚀性。 |
存在微观裂纹等缺陷易造成腐蚀裂纹的萌生。 |
|
成本 |
一次性投资,耗材很少,综合成本低。 |
刀具使用寿命较短,易损坏,综合成本高。 |
|
加工适用性范围 |
可加工细长杆、薄壁件等刚性差和铜铝等较软材质的工件,加工材质硬度可达HRC60。 |
无法满足细长杆、薄壁管件等刚性差和铜铝等较软材质的加工,加工硬度在HRC40以下。 |
|
操作要求 |
因是弹性接触,操作简单,能开机床的操作工就可操作加工,能保证性能达到要求。 |
要求熟练的技术良好的操作工作业,否则不仅产生废品,而且损坏机床。 |
案例:铁路机车轴的R弧的强化处理中,滚压以及“豪”加工的对比情况

原滚压工艺:R弧粗糙度Ra0.4um;滚压压力500公斤,机床传动部件寿命只有半年;操作不当起皮,产生毛细裂纹、擦伤等缺陷;
“豪”处理:R弧粗糙度Ra0.12um;很小弹性力,消除应力集中;预置压应力达-900MPa,提高车轴疲劳寿命预计可达几十倍以上。
了解更多信息或者有采购意向,请联系范琦总经理,电话0519-88113113,手机13306110090,邮箱fq@lanshengcnc.com。
-
镜面硬面纳米级新型加工工艺解说

客户在需要对工件进行高光洁度加工时,常常会遇到一系列问题,比如:表面粗糙度要求太高,传统工艺达不到技术要求;传统磨削、抛光效率低,成本高,劳动强度大;滚压加工表面冷作硬化易脱皮;抛光车间环境恶劣;无法去除表面纹路等困难。而某加工设备的出现让
2016-07-29 -
汽车锂电池外壳的机器人自动化车削加工
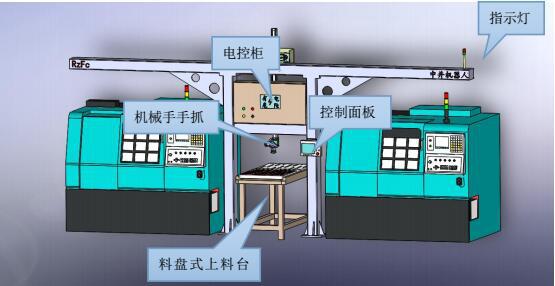
我们都知道,现在汽车锂电池是一款损耗品,一组汽车锂电池就要有8个,所以每年的汽车锂电池产量也是非常大的,像这类零件通常都是冷成型挤压毛坯,然后用数控车床加工完成基本工序。江苏宜兴一家精密机械厂,每天的产量就要1万件,由于人工操作正常8小时工
2016-07-14 -
FANUC机器人即将亮相2016DMC模具展

据统计,在传统模具制造中,机床的实际加工时间大约只有50%,另一半时间则花在装夹、工件和刀具的更换上。而模具自动化加工可以充分发挥机床的加工效率,并使加工时间升至90%。 为了提高竞争力,大多数的模具制造厂商都在向缩短制造周期,降低制
2016-06-24 -
微型台式搅拌摩擦焊设备
常州兰生公司的合作伙伴中航工业(中国搅拌摩擦焊中心)是中国搅拌摩擦焊技术先锋和开拓者,是国防科技特种焊接技术研究应用中心及航空连接技术重点实验室成员单位。自2002年成立以来,公司致力于中国搅拌摩擦焊的技术进步和工业化应用,成功实现
2016-06-14



