

怎样对钛合金进行钻孔?
发布日期:2012-10-28 兰生客服中心 浏览:35243
钻孔为半封闭式切削,对钛合金钻孔过程中切削温度很高,钻孔后回弹大,钻屑长而薄,易粘结而不易排出,经常造成钻头被咬住、扭断等恶性事故。因此要求钻头具有高的强度和好的刚性,钻头与钛合金的化学亲和性要小,最好采用硬质合金钻头,但目前最常用的仍是麻花钻,经过采取一些措施改进后,也能取得较好的效果。
(1)改进钻头:为满足对钛合金钻孔的需要,应对麻花钻采取以下改进措施:
加大钻头顶角,2Ф=135°~140°;增大钻头外缘处后角,取12°~15°;增大螺旋角,p=35°~40°;增大钻心厚度,取(0.22~0.4)do(do为钻头直径)。
采用“S”形或“X”形修磨钻头横刃,横刃长度b=(0.08~0.1)do,同时保证横刃的对称度≤0.06 mm。两种形式的横刃均可形成第二切削刃,起到分屑作用和减小钻孔时的轴向力。
最常用的是在麻花钻上磨出适于对钛合金钻孔的切削刃形,即钛合金群钻,其切削部分的形状见图7-1。图中外内刃顶角2φ和2φ′在钻头直径do>3~10mm时均为130°~140°,do>10~30 mm时为125°~140°;外刃后角α在do>3~10 mm时为12°~18°,do>10~30 mm时为10°~15°;横刃斜角ψ=45°;内刃前角γτ=-10°~-15°;内刃斜角τ=10°~15°;圆弧刃后角aR=18°~20°。
钛合金群钻的有关参数和钻削用量见表7-8和表7-9。
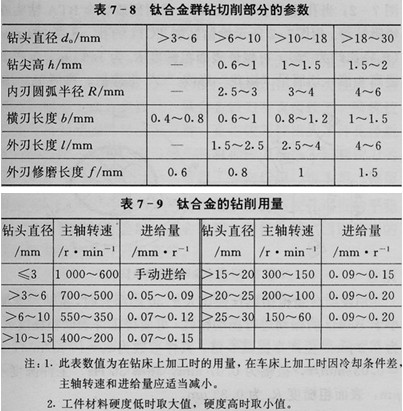
在钻头上做出四条导向刃带,加大钻头截面惯性矩,提高刚性,还自然地形成两条辅助冷却槽,耐用度比标准钻头提高3倍左右,切削温度约降低20%。同时由于导向稳定减小了孔扩张量,如Ф3 mm的四刃带钻头钻孔孔扩张量为0.03~0.04 mm,而标准钻头为0.05~0.06 mm。
(2)选择适宜的枪钻:在钻钛合金长径比大于5的深孔时,当孔径小于等于30 mm时,一般采用硬质合金枪钻,见图7-2;当孔径大于30 mm时,采用硬质合金BTA钻头或喷吸钻等。用图7-2所示枪钻钻削TC11的孔,孔深204 mm(长径比约为26),可保证表面粗糙度Ra为1.6 μm,生产率提高4倍,切屑呈“梅花”形或“C”形碎屑,排屑正常。
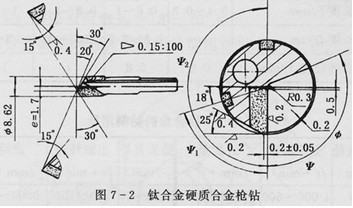
用硬质合金枪钻钻长径比大于30的深孔时,在轴向施加小于100Hz的振动进行振动钻孔,可使得工件表面粗糙度Ra为0.3 μm,生产率提高5倍。具体参数为Vc=17 m/min,f=0.033 min/r,振幅为0.07 mm,频率35 Hz,工件圆度4 μm,表面粗糙度Ra为0.33 μm。
(3)选择合适的切削液:钻浅孔时可选用电解切削液,其成分为癸二酸7%~10%,三乙醇胺7%~10%,甘油7%~10%,硼酸7%~10%,亚硝酸钠3%~5%,其余为水。
钻深孔时不宜选用水基切削液,因为水在高温下可能在切削刃上形成蒸汽气泡,易产生积屑瘤,使钻孔不稳定。宜采用N32机油加煤油,其配比为3:1或3:2,也可采用硫化切削油。
上一篇:怎样对钛合金进行铣削?
下一篇:怎样对钛合金进行铰孔?
-
高温合金的难加工主要特点
航空发动机的零部件材料很大一部分是Ni基高温合金,属于难加工材料中很难加工的材料,且大部分零件的加工为车削加工,其相对切削性能小于0.2(正火状态45#钢的相对加工性能为1)。 高温合金的难加工主要特点: 1. 切削力大。高温合金的
2013-09-10 -
钛合金薄壁件的车削加工
某航空发动机易损件,最小壁厚为2mm,总长400mm,是一个典型长薄壁件。技术要求较高: 1、孔径公差为0.046, 2、外圆公差为0.03, 3、表面粗糙度Ra为1.6。 为保证壁厚差,孔与外圆必须同轴,加工难度较大。材料
2013-09-10 -
盘形薄壁零件的车刀角度的设定
在生产实际中盘形薄壁零件应用较广。由于工件较薄,刚性较差,采用常规的切削加工方法,受轴向切削力和热变形的影响,工件会出现弯曲变形,很难达到技术要求,产品合格率极低。因此,设计出一套行之有效的加工方法十分必要。传统方法采用内孔及端面定位,先加
2013-09-10 -
钛合金零件的深孔螺纹加工
深孔攻丝意味着攻丝深度大于丝锥直径的1.5倍以上。如当用一只直径为1/4″的丝锥加工深度为3/8″的螺纹时,这种情况通常称为深孔攻丝。 在钛合金零件上进行深孔攻丝是非常具有挑战性的。如果在一个接近完工的零件上,由于丝锥破损产生的刮削作用
2013-09-10

