

钻铰支架孔钻模
发布日期:2012-10-28 兰生客服中心 浏览:7316
图7-64所示为支架工序图。Φ20H9孔的下端面和Φ24 mm短圆柱面均已加工,本工序要求钻铰Φ20H9孔,并要求保证该孔轴线到下端面的距离为25±0.05mm。
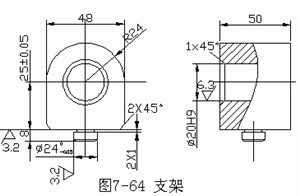
图7-65所示为在立式钻床上钻铰支架上Φ20H9孔的钻模。工件以Φ20H9孔的下端面、Φ24 mm短圆柱面和R24mm外圆弧面为定位基准,通过夹具上定位套1的孔、定位套的端面和一个摆动V形块2实现六点定位。为了装卸工件方便,采用铰链式压板4和摆动V形块2夹紧工件。该夹具定位结构简单,装卸工件方便,夹紧可靠。
上一章已指出机床夹具总图中应正确标注出影响定位误差、安装误差和调整误差的有关尺寸和技术要求。该夹具的上述尺寸和技术要求的分析如下:
定位副的制造误差应是影响定位误差的因素,因此在夹具总图上应标注出定位元件的精度和技术要求,如定位套孔径Φ24 mm,定位套与夹具体配合尺寸Φ35H7/n6。
定位元件工作表面与机床连接面之间的技术要求是影响安装误差的因素,而该钻夹具与机床的连接面是夹具体底面A,因此定位元件工件表面与夹具体底面的技术要求应标出,如衬套端面对夹具体底面A的垂直度0.02mm。定位元件工作面与刀具位置之间的技术要求是影响调整误差的因素,对钻夹具而言,钻套轴线的位置即为孔加工刀具的位置,因此钻套轴线与定位元件工作面之间应标出必要的技术要求。如钻套轴线与夹具体底面A的垂直度0.02mm,钻套轴线与定位套端面的距离尺寸精度25±0.015mm,钻套内径的尺寸公差Φ20F7,钻套与衬套之间、衬套与钻模板之间的配合精度Φ26F7/m6、Φ32H7/n6等。钻夹具的调整误差也称导向误差。
此外还应标注出一些其他装配尺寸,如销子3与V形块2、与压板4之间的配合尺寸Φ10G7/h6、Φ10N7/h6等。
-
铝合金发动机缸盖挺柱铰孔加工
由于发动机的构造复杂,技术含量高,一直以来,其部件的生产制造都是人们所关注的重点。 在对缸盖挺柱孔进行精加工时,刀具使用寿命短一直困扰着生产一线的技术人员。缸盖挺柱孔的结构如图2所示。经过与国内某汽车公司的紧密合作,UNIMERCO成
2014-07-17 -
汽车变速箱滑阀孔加工
汽车自动变速箱阀体滑阀孔的加工是整个箱体孔加工工艺中要求最高的工位。在常用的含硅量为8%~16%之间的铝合金阀体加工中,UNIMERCO通常采用的刀具方案为“一粗一精”两把刀的组合。 一、扩孔粗加工 采用UM PCD直槽扩孔刀,如图
2013-09-10 -
发动机、变速器孔的喇叭口现象
发动机、变速器零件在机加工过程中,当现行的过程控制措施满足不了孔加工要求时,其存在的失效原因往往会造成加工孔的一些失效模式出现,孔在加工中出现喇叭口就是孔的一种失效模式。 一、喇叭口类别 要判断加工孔出现了喇叭口其孔是否失效,首先要
2013-09-10 -
铸铁发动机缸体曲轴孔的精加工方案
曲轴孔的加工质量对发动机的工作性能具有重大影响,奇瑞公司发动机事业部根据实际加工情况,对铸铁发动机缸体曲轴孔的精加工方案不断进行研究和持续改进,收效显著,使加工质量和效率都得到了有效提升。 缸体是发动机重要的基础件,其主要功用是将各机构
2013-09-10

