

人造宝石刚玉晶体材料的激光微孔技术研究
发布日期:2011-11-25 兰生客服中心 浏览:2903
1 引 言
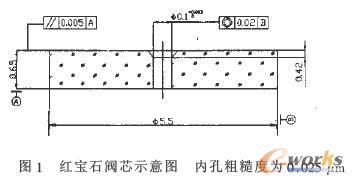
随着宝石刚玉晶体的合成生长技术的较快发展,品质优良大体积的人造宝石刚玉晶体材料越来越多。人造宝石刚玉晶体是一种具有良好热、电、电子、光学、超硬脆性能的材料,用其制造的精密微孔元件近年来广泛用于机械电子、生物医疗、航空航天以及光电技术等领域,但其可加工性较差,易产生“裂纹”和“崩豁”缺陷,要用其制作精密微孔元件,微孔加工工艺及确定相应参数的研究是很有意义的。目前在红宝石微孔加工方面领先是瑞士,在蓝宝石精密平面加工方面有较大优势是日本和美国,而我国在宝石刚玉晶体材料还处于初级水平。本文结合宇航用氧气精密控制阀中精密红宝石阀芯研制(主要技术参数见图1)的实际生产试验,探讨微孔加工各参数的调整规律,确定各工艺参数的有效匹配组合方法,提高孔加工质量和精度。
2 加工方法
目前国际上对红宝石晶体元件的孔加工方法,主要是激光和超声波加工。经试验,超声波对宝石刚玉晶体的孔加工,在精度和效率方面不如激光加工,尤其在微孔加工方面,超声波加工技术无法满足生产加工要求。
我们选择激光打孔。激光器为YAG激光器,它是一种固体激光器,其激光棒的基质材料为钇铝石榴石,其特征输出波长为1.06um,可作脉冲输出,也可作连续输出。
YAG激光器主要有以下三种优点:一是输出的光可用普通的光学材料传递。二是宝石刚玉晶体材料对YAG激光吸收率较高。三是出波长短,稳定性好,输出能量较大。输出能量见以下电子跃迁能量公式:![]()
式中c是光速,v是波长,f是频率,h是普朗克常数,h=6.6 x 10*-34焦耳.秒
3 加工参数的特性
激光打孔的过程是激光和加工材料相互作用极其复杂的热、物理、化学过程,材料去除主要与激光作用区内物质的破坏及破坏产生物的运动有关,一般可表示为:![]()
式中下角t,r,a,t分别表示入射、反射、吸收、透射的能量。严格分析激光打孔的成因需要解决激光打孔时产生的蒸气、气化物质沿孔壁流动的动力学问题及加工材料特性,并考虑瞬间加热过程的所有因素。这个讨论十分复杂,且实验数据收集困难,难以进行,目前也没有这方面成功的报道。
我们采用试验估算的方法选择激光打孔工艺参数,并在加工中逐步修正完善。结合生产实践,经过对生产用YAG激光器各工艺参数与孔加工的特征及材料去除量关系的试验研究,获得了包括激光脉冲的能量、脉冲宽度、离焦量、脉冲激光的重复频率以及被加工材料的性质等加工参数具体有效匹配组合。
3.1 激光脉冲能量
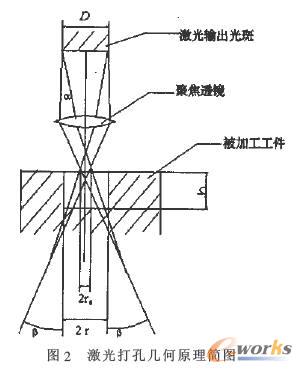
激光棒和光学系统参数决定焦平面上的激光光斑直径的大小。其脉冲能量的变化是通过对泵浦氙灯两端输入电压的变化来实现。如图2所示是激光打孔几何原理简图。
假设激光器输出的光束直径为D,发散角为a,经过会聚透镜在材料表面上聚焦,其会聚角即会聚后的激光光束发散角为2B,激光束腰半径为r0,,在t时刻孔的底面半径为r(t),孔身为h(t),则有
![]()
考虑到材料从孔底蒸发,气化的物质从孔壁高速冲刷流动,t时刻的能量守恒方程为![]()
式中,Lb为蒸发气化比能,Lm为熔化比能。左边表示t时刻激光提供的能量增量,右边第一项为孔底蒸发消耗的能量增量,第二项为孔边熔化消耗的能量增量。
当h(t)>>r0时,可以近似解出用激光加工的总能量- 表示的孔深和孔径为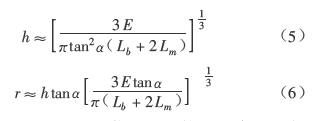
由式(5)及(6)可知,激光打出的孔深度和孔径与激光脉冲能量成非线性关系,随着激光能量单调递增.
3.2 通光光阑直径
在激光加工中,一般将强度比焦点处衰减10%的两点间的距离定义为“焦深”,其可用下式表示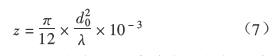
式中z为焦深,d0为激光光束直径,为激光波长。
由(7)式可知,当改变激光光束的直径大小时,可以改变激光的焦深,从而改变打孔的形状和尺寸。
我们设计安装不同直径的通光光阑径进行打孔实验,得出了选用不同直径的光阑与加工孔的深度和孔径的变化规律,具体见下表1
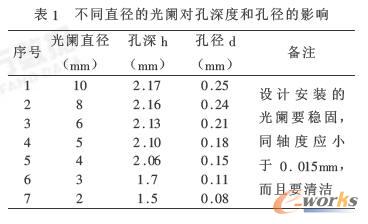
从表1的试验数据可知,当能量恒定时,光阑直径在宽的范围变化时,孔的深度改变是微小的。当使用直径较小的光阑时,孔的深度和直径发生了较显著的变化。
原因分析:当激光能量不变时,当改变光阑直径,不改变激光束横截面内的功率密度,而是改变了激光束的发散角和光束直径,从而改变了激光的焦深大小,也就改变了孔的深径比。经试验,当激光能量增大,同时光阑直径减小时,孔的深径比更大。
3.3 脉冲宽度
激光辐射的脉冲能量E可用以下关系式表示![]()
式中P(t)—在t瞬间的瞬时辐射功率,t—为脉冲宽度。
由(8)可知当脉冲能量一定时,脉宽越窄,其时间能量密度越大,打孔所产生的气相物质比例越大,从而产生的压力也越大。所以脉宽的变化对孔深、孔径和孔形状的影响较大。经加工试验,得出了选用不同的脉宽值时对孔深度和孔径的变化关系。具体见下表2
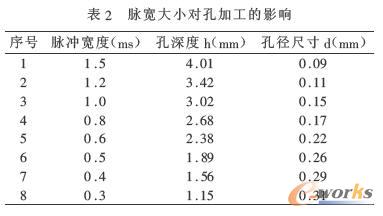
上表2的试验数据可知,打深而小的孔,宜选用较大的脉冲宽度;打大而浅的孔,则宜选用较小的脉冲宽度。
上一篇:现代激光加工技术在金属加工领域的应用
下一篇:激光焊接的工艺参数
-
空调压缩机阀板的加工工艺和精冲技术

一.引言 图1所示为某型空调压缩机剖视图,阀板是其中一项重要的功能件,它被广泛应用于轿车、磕碜人和货车等各种类型车辆、已经其他工业领域的制冷装置中。空调压缩机阀板大致有3种分类方法,按形状可分为圆形、方形和异性;按阀线可分为无阀线、单面阀
2016-07-19 -
浅谈汽车齿轮加工工艺发展动向

一、前言: 随着我国汽车制造业的发展,汽车齿轮加工行业也取得了长足的进步,汽车齿轮是汽车传动系统中极其重要的零部件,又是传动系统中的核心部件,所以说齿轮的品质直接关系到传动系统的品质,也是影响整车的性能和噪音的重要因素。因此,必须要更加深
2016-06-15 -
汽车覆盖件模具CAM工艺技术的研究

一、引言 在汽车制造中,汽车覆盖件与一般的机械产品从结构到制造工艺都有很大的区别,它具有曲面多、光顺性高、结构形状复杂、尺寸较大、精度要求高等特点,其模具制造技术难度大,成本高,开发周期和质量均难以控制。汽车大型覆盖件冲模CAD/CAE/
2016-06-15 -
浅谈加工数控机床本身大型结构件的工艺

一、前言 作为机械制造业的母机,机床的设计制造水平一定程度上代表了一个国家的机械制造业水平。我国工业起步晚、基础较薄弱,造成中国当前的机床行业制造水平跟国际顶尖水平还存在一定的差距。机床的设计、部件制造、整体装配对机床的工作精度起着决定性
2016-04-29



