

浅谈汽车齿轮加工工艺发展动向
发布日期:2016-06-15 兰生客服中心 浏览:28745
一、前言:
随着我国汽车制造业的发展,汽车齿轮加工行业也取得了长足的进步,汽车齿轮是汽车传动系统中极其重要的零部件,又是传动系统中的核心部件,所以说齿轮的品质直接关系到传动系统的品质,也是影响整车的性能和噪音的重要因素。因此,必须要更加深入的分析汽车齿轮工艺发展的动向。
二、汽车齿轮加工概述
齿轮加工的专业性比较强,根据齿轮的不同用途,在生产条件的许可下采取不同的加工工艺来控制齿轮的精度等级,承载能力及疲劳寿命等。汽车齿轮的加工工艺一般为毛坯锻造、毛坯热处理(正火)、齿坯加工、齿形加工、热处理及热后加工几个阶段。
三、汽车齿轮加工工艺
1、锻造齿坯
热锻的过程在齿轮毛坯锻造仍然被广泛使用。近年来,横轧技术在机械轴的生产上是一个大规模推广过程。这种技术特别适用于更复杂的阶梯轴类工件,这种方法不仅精度高,生产效率高,更重要的是加工余量小,基本没有资源浪费。随着锻造技术的发展,已经有越来越多的锻件采用闭式模锻技术。尤其是盘齿类的锻件,采用闭式模锻不仅能够提高材料的利用率,而且省去了切边工序,减少了对设备和人工的投入,其经济效果对厂家来说不言而喻。
2、正火
齿轮毛坯最常用的热处理方法为正火。这个过程的目的是消除锻造过程组织应力,稳定改善内部组织。以获得良好的切削性能和为最终热处理进行组织准备,以有效地减小齿轮的热变形。一般的正火处理,由于受操作人员,设备和环境的正常化影响比较大,从而使工件和冷却速度是难以控制均匀的,导致不均匀的组织结构,使得产生大的热变形而无法控制,直接影响后序金属切削及最终热处理,出于这个原因,必须使用等温正火过程。实践证明有效改变正常化等温缺点的弊端,可以有效提升产品质量。
3、车削加工
齿坯加工最常用的是车削。为了满足高精度加工的齿轮定位的要求,所有齿轮毛坯均采用数控车床一次性完成。机械夹紧、不用反复重磨旧式车刀,端面和外径同步加工过程设备得以实施完成,既保证了端面与内孔垂直度的要求,又确保了大批量生产下齿坯离散性差异小,从而提高了齿轮坯件精度,以确保后序齿轮齿形加工精度。此外,本公司购进的高性能的数控车床也显著的减少了设备数量,经济性明显较好。
4、齿形加工
(1)滚、插齿
滚、插齿仍然是齿形加工最有效的技术手段,也是适应面最广的加工技术。传统的滚齿机和插齿机受其机床本身技术上的制约,加工速度较慢,生产效率低,如:我公司变速器5T065输入轴生产线要完成20万/年的产能时,滚二档、插一档各序两台滚、插设备才能保证节拍。加工精度也不高。这种加工设备对水资源、土壤及空气有一定的污染,危害着人类的健康。随着齿轮加工机床的高速化、切削技术的不断完善,以及干切式高速切削刀具的进一步发展,高速干切加工已经得到了快速发展。
(2)剃齿
剃齿是热前齿轮精加工的常用方法。而径向剃齿技术,因为其效率高,齿形、齿向的修形设计非常容易实现,被广泛应用于大批量生产的齿轮中。上世纪90年代中期,本公司引进了意大利SICMATRAS0220型径向剃齿机,经过多年的应用,这种技术已经日益成熟,产品加工质量稳定可靠。
5、热处理
根据性能要求,汽车齿轮一般选用低碳合金钢,如齿轮钢20CrMnTi。热处理一般是渗碳淬火+回火。热处理后形成淬火后的表面硬度高,并且保持了心部的塑韧性,从而提高齿轮的耐磨性、疲劳强度以及高寿命等。
6、磨削
主要是对齿轮热处理后所有配合的元素如:轴的外径、齿轮内孔、端面等主要部分提供精加工,减小几何公差的大小,以提高装配安装精度。
7、检验
(1)齿轮检测技术
齿轮检测技术是齿轮加工生产中重要的一环,没有先进的检测技术和设备,它是不可能制造出一件具有优良性能的齿轮。现代齿轮技术是结合非接触式检测技术、高精度、多功能、自动化,集成化(电脑控制)、经济化发展的方向。在检测领域中,解决问题求解大型和小型模数检测问题。
(2)齿形检测方法
目前是两种类型,有单一的误差测量和综合误差的测量。1968年四川成都工具研究所首次实现齿轮整体误差方法测量综合误差。揭示了齿轮固有的特性和各种误差之间的联系机制,提供了基础的监控齿轮制造质量,改进设计和制造齿轮的工艺和方法。1970年以后成都工具研究所、哈尔滨和北京量具厂等用这种方法测量技术研制了完全横截面的测量仪器,用来减少误差,以全面制定发展新阶段的测量方案。
随着与国际接轨,国外先进的检测技术及设备在较高要求齿轮加工过程中不断的推广。也促进了行业进步。著名的齿轮测量中心有德国克林贝格、温泽公司制造的,还有美国M&M公司的同类产品等在我公司的齿轮检测中得到应用。
四、 齿轮加工新动向
随着汽车工业的高速发展和绿色环保的要求,带动了制造技术的不断提升,齿轮高速干式切削、硬齿面加工、无屑加工(冷轧齿轮)等新技术得到蓬勃发展。特别是对汽车齿轮降低噪声要求的不断提高,磨齿和珩齿作为齿轮热后精加工工艺的应用正日益增多。
1、硬齿面加工
(1)磨齿加工作为齿轮精加工的一种方法。这种曾经的被认为效率低、成本高的齿轮加工手段,随着新型砂轮材料的不断应用及数控技术自动化程度越来越高、磨齿机的效率得到极大提升的情况下,现在已经在齿轮加工中得到了普遍应用。
在国内外的汽车齿轮加工企业普遍都拥有自动化的数控磨齿机,常见的有德国KAPP磨齿机、意大利SU磨齿机、美国Gleasno磨齿机及日本三菱磨齿机等。
本公司采用日本三菱磨齿机加工5T065系列差速器齿圈其参数为
|
齿数 |
模数 |
压力角 |
螺旋角 |
齿根园 |
齿顶园 |
齿宽 |
材料 |
|
62 |
2.25 |
20 |
30 |
161.081 |
167.6 |
24 |
20CrMnTi |
磨齿后对其精测结果见下图:

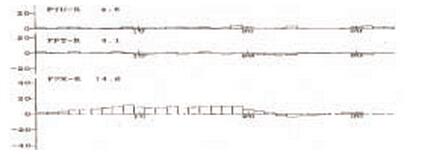
左齿面齿距误差 右齿面齿距误差
通过磨齿加工的齿轮能够获得更好的精度等级,消除热处理变形,从而更好地控制齿轮的噪音,提高齿轮的制造品质。现磨齿加工工艺在整个齿轮行业中已基本成熟并在快速增长,而汽车齿轮加工行业将会是近几年硬齿面加工增长最大的市场。
(2)强力珩齿技术
随着人们对汽车驾驶的舒适性要求不断提高,自动变速器的需求越来越大。传统的滚/插齿一剃齿一热处理加工工艺已无法满足齿轮在自动变速器中的要求。
球面强力珩齿的机加工工艺,所展示出的是一种剃齿和磨齿的替代工艺。
采用球面强力珩齿,对热后圆柱齿轮的齿面进行精加工,用户可以极大地降低大功率传动装置的噪音,并确保更长的使用寿命。不管是否采用预先加工的工艺方案,球面珩齿均能改善轮齿的几何状态,降低齿轮的跳动误差和齿距误差,同时精整轮齿的表面和齿向,进而实现低噪音的轮齿接触特点。另外对于某些零件,在磨齿加工时存在几何形状干涉问题的而无法加工,强力珩齿是唯一可实现的硬齿面精加工方法。
因此这种新工艺在国内将有待于普及推广应用。
2、齿轮高速干式切削
高速干式滚切机是滚齿设备朝着全数控化、数控高速化后更进一步发展结果,高速滚切技术的实现还有益于滚刀制造技术的提高,如日本三菱重工开发的干切滚刀是在提高耐磨性的特殊高速钢材料上进行耐热,耐热的特殊涂层(TiAlN)处理,被称为“超级干切滚刀”,可提高刀具寿命。国内刀具制造商(如汉江工具厂)采用进口刀具材料进行加工,并引进国外涂层技术,干切滚刀也实现了市场化,刀具涂层这一难点得到解决,为干切技术在中国的发展提供了有利条件。如在国内的上汽公司、陕西法士特齿轮有限公司及本公司也已采购了日本三菱的干式滚齿设备。
我公司5T065系列差速器齿圈制齿采用日本三菱高速干式滚切机床加工对提高生产效率、降低工具费用、改善环境以及减少能源消耗等取得了很大的效果,差速器齿圈相关参数为:
|
齿数 |
模数 |
压力角 |
螺旋角 |
齿根园 |
齿顶园 |
齿宽 |
材料 |
|
62 |
2.25 |
20 |
30 |
161.081 |
167.6 |
24 |
20CrMnTi |
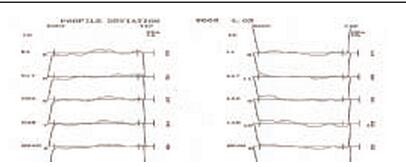
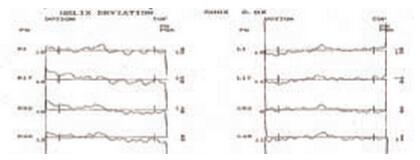
干滚后齿形精度 齿向精度
采用干式加工:
|
生产效率 |
切削油 |
电费 |
工具费降低 |
成本降低 |
|
提高2倍 |
降低100% |
降低33% |
40% |
45% |
并且干式加工还有效的防止因油烟所造成的空气污染以及费油处理所造成的环境污染。
世界最重要的传动系列产品专业制造商ZF、德国大众、美国FORD汽车公司等使用高速干滚切削已经成为主流。干切技术一定会成为齿轮加工行业中的主流加工方式。
3、少/无屑加工
为了取得更好的性价比,提高齿轮的市场竞争力,在节约资源,节省成本,保护环境,提高材料利用率等的优势下,冷轧、冷挤压、热精锻、冷精锻成型,冶金粉末加工等少/无屑加工工艺将成为汽车齿轮加工技术的首选。
本公司5T065系列变速箱中的低速档齿轮均采用精短结合齿的加工工艺,这种加工方式不仅利于环保、节约能源而且也减少了部分加工设备。
五、 乘用车变速箱的变迁
中国的二氧化碳排放量占世界的比重增大,原油价格的调整以及环境负荷需要减轻的对策显得越来越重要。因此混合动力汽车变速箱及电动汽车变速箱将随之增加,为了减小热处理变形,更好的控制变速箱的噪音,必须对齿轮的精度提出更高的要求。
追求高精度、高效率、低成本应采用以下的工艺路线:
|
可塑性加工 |
制齿 |
齿部精加工 |
热处理 |
装配面 |
齿部精加工 |
|
车削 |
干式切削 |
不采用热前剃齿 |
渗碳淬火
|
热后磨削 |
采用磨齿.珩齿
|
六、全智能加工系统
随着电子计算机的迅速发展,数控技术越来越普及应用于齿轮加工。全数控、多元化、小型化、低噪声、高速高效、高智能、绿色环保等新型加工设备发展随着而来,齿轮加工也向着有全自动,全智能,高可靠性方向逐步发展,未来将会实现由一人值守,全机器运转替代传统的人工操作流水线作业方式。齿轮加工正朝着高效、高精度及绿色制造方向发展。
七、结束语
总而言之,必须要重视我国齿轮加工工艺的发展动向,针对当下汽车齿轮加工工艺的现状,提出加强工艺水平的一些有效的措施,不断提升我国汽车齿轮加工行业的产品质量和制造水平。下面介绍一款高速加工中心:
意大利西曼斯CMS高速加工中心ANTARESLM系列五轴龙门加工中心
ANTARESLM系列数控高速龙门加工中心,适合于各种各样的非金属材料工件的复杂型面的高精度加工。
| 项目 X轴行程mm Y轴行程mm Z轴行程mm B轴旋转坐标 C轴旋转坐标 快速移动速度(X,Y轴)mm/min 快速移动速度(Z轴)mm/min 最大加速度(X,Y轴)m/s2 最大加速度(Z轴)m/s2 额定功率KW 最高转速rpm 主轴冷却 主轴追定 刀库容量 |
ANTARES 2600 1500 1200 80-120 70 5-6 5 +/-135°;16.200°/min;3.500°/s2 +/-320°;21.600°/min;3.500°/s2 6kw-18.000rpm 27.000rpm 液冷 ISO30 8-16把 |
上一篇:汽车覆盖件模具CAM工艺技术的研究
下一篇:一次挟持、完成八面的研磨
-
空调压缩机阀板的加工工艺和精冲技术

一.引言 图1所示为某型空调压缩机剖视图,阀板是其中一项重要的功能件,它被广泛应用于轿车、磕碜人和货车等各种类型车辆、已经其他工业领域的制冷装置中。空调压缩机阀板大致有3种分类方法,按形状可分为圆形、方形和异性;按阀线可分为无阀线、单面阀
2016-07-19 -
汽车覆盖件模具CAM工艺技术的研究

一、引言 在汽车制造中,汽车覆盖件与一般的机械产品从结构到制造工艺都有很大的区别,它具有曲面多、光顺性高、结构形状复杂、尺寸较大、精度要求高等特点,其模具制造技术难度大,成本高,开发周期和质量均难以控制。汽车大型覆盖件冲模CAD/CAE/
2016-06-15 -
浅谈加工数控机床本身大型结构件的工艺

一、前言 作为机械制造业的母机,机床的设计制造水平一定程度上代表了一个国家的机械制造业水平。我国工业起步晚、基础较薄弱,造成中国当前的机床行业制造水平跟国际顶尖水平还存在一定的差距。机床的设计、部件制造、整体装配对机床的工作精度起着决定性
2016-04-29 -
解决加工薄壁零件过程中变形的方法
一、前言 薄壁零件具有重量轻,节约材料,结构紧凑等特点,同时该特点也广泛应用在汽车行业中。但薄壁零件的加工是在车削中比较棘手的问题,其刚性差,强度弱,在加工中极容易变形;不易保证零件的加工质量。如何提高薄壁零件的加工精度将是业界越来越关心
2016-04-29



