

空调压缩机阀板的加工工艺和精冲技术
发布日期:2016-07-19 兰生客服中心 浏览:26000
一.引言
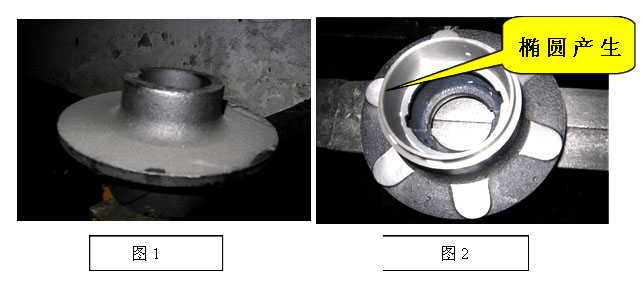
图1所示为某型空调压缩机剖视图,阀板是其中一项重要的功能件,它被广泛应用于轿车、磕碜人和货车等各种类型车辆、已经其他工业领域的制冷装置中。空调压缩机阀板大致有3种分类方法,按形状可分为圆形、方形和异性;按阀线可分为无阀线、单面阀线和双面阀线;按适用范围可分为汽车空调、家用空调、工业制冷机用空调阀板,图2所示为部分不同结构形式的阀板。

二.制件加工工艺分析
一般阀板加工的工艺步骤大致为:①材料准备→②冲压成型→③双面粗磨→④双面精磨→⑤清除毛刺→⑥清洗上油→⑦包装入库。如若阀板平面精度要求很高、或有特殊形式、或需表面处理时,则还需增加研磨、或机械加工、或二次冲压、或表面处理(如镀锌或电泳)等工序。
如前所述,阀板制件加工的关键工序应为冲压成形和双面磨削,图3所示为一种双面阀线阀板。由于阀板外形及内孔侧壁不允许有冲压撕裂带,早先采用的冲压成形方法多为单工序普冲+整修成形,这种方法普遍存在着尺寸一致性差、工序长、效率低和生产成本高等缺点。后来这种落伍的冲压工艺逐步被先进的精冲模复合成形工艺取而代之,从而明显改善了制件冲压质量、有效提升了制件生产效率。

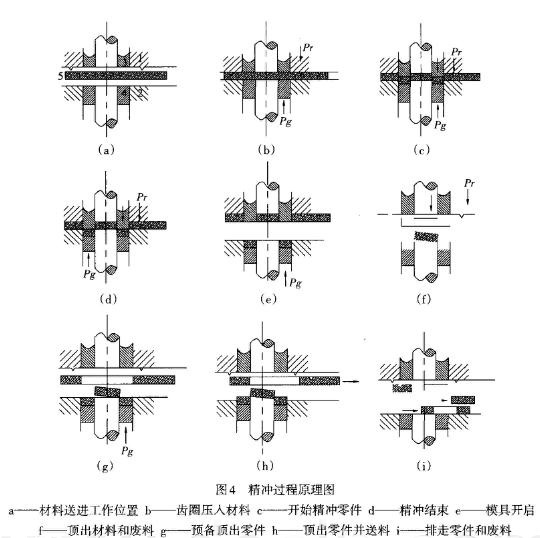
精冲加工目前在阀板生产中的应用越来越普遍,所谓精冲技术(多指强力齿圈压板精冲技术),是在普遍冲压技术基础上发展起来的一种先进精密冲裁方法,该工艺利用专用压力机或改装的通用压力机,使用特殊性能金属板材、特殊结构模具和润滑剂,使板料在三向压应力状态下沿所需轮廓进行纯剪挤分离,从而得到断面光洁垂直、平整度好,尺寸精度高的精密零件,图4所示为精冲过程原理图。
由于精冲技术具有高效、低耗和优质等特点,所以目前精冲产品已被广泛应用于汽车、钟表、纺织机械、办公设备、通讯产品、照相机、航空器、电气设备以及通用机械等诸多领域。从国外冲裁成形技术的发展方向看,精冲技术作为一种精密的体积成形工艺技术,其高精度、高冲裁面光洁度、高效率和高附加值的特性,是其他新型加工方式所不具备的,因而具有极强的生命力和发展空间。当今社会,节能环保被提到了一个前所未有的高度,精冲技术在这方面的优势正从众多加工方式中逐步显现出来,表1所示为阀板普冲和精冲工艺对照表。
表1 阀板普冲与精冲工艺对照表
|
工艺特征 |
普冲+整修 |
精冲复合成型 |
|
成型工序(道数) |
3-5 |
1-2 |
|
尺寸精度 |
IT(11-13) |
IT(7-8) |
|
平面度/mm |
≥0.15 |
≤0.1 |
|
工序能力指数CPK |
<1.33 |
≥1.67 |
|
设备加工效率/(次•min)-1 |
≤(8-10) |
≥22 |
阀板制件加工的另一项关键工序双面磨削,其所使用的设备称作双端面磨床,它是一种高效率的平面加工机床,能在一次行程中加工出两个具有精度高和表面粗糙度第低的平行端面。该设备自动化程度高,一般一小时能加工出数以千计的制作,在汽车、拖拉机、轴承、磁性材料等行业中得到广泛应用。双面磨削分为粗磨和精磨,为提高生产效率,一般采用两台设备分别完成这两道工序。阀板磨削质量的高低,与冲压件质量、加工设备、砂轮、工艺参数、以及操作者的经验都有直接关联。
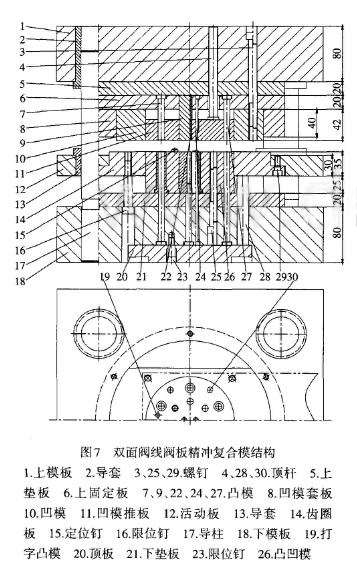
三.模具结构
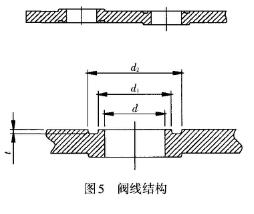
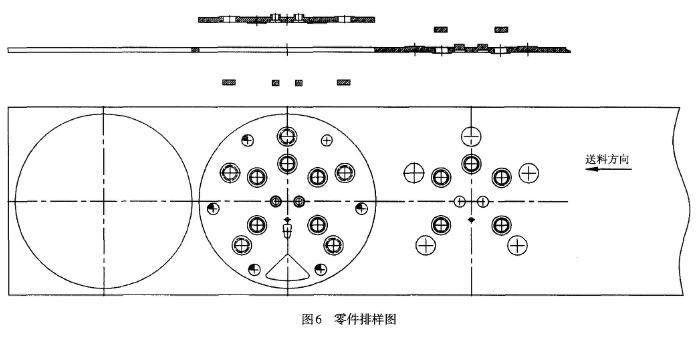
以图3所示双面阀线阀板为例,介绍该类制件精冲复合模成形工艺。该阀板材质为SPHD,厚度为3.0mm,抗拉强度为320N/mm²,外径为φ126mm,阀线深度为0.6mm,月产量为6万件。根据该制件双阀线结构特征(见图5),将制件工艺设计为使用两副精冲复合膜两个工布分体跳步成形(见图6)工艺方案:①压力阀线及冲孔、亚外阀线成形、冲凸苞及小孔。②冲外阀线孔、冲圆孔及异形孔、打标记,外形复合落料。图7所示为第二副精冲复合模装配图,生产设备选用H.Schmid公司HSR-250精冲压机。模具采用一模一件,设计每分钟钟次大于22次,模具寿命大于50万件。在模具材料选用上,凸、凹模材料选用DC53,硬度为59-62HRC。齿圈压板及推板选用Cr12MoV,硬度为58-61HRC.垫板选用T8A,硬度为50-55HRC.凹模采用热套形式以增强刚性、延长模具寿命。
四.结束语
精冲复合模分体跳步成形是根据制件具体情况而设计的一种工艺形式,在一定情况下较之整体跳步模具具有结构简单、维修便捷的特点,可以克服因设备压力中心与实际冲压中心不重合而产生的偏载问题,也较易处理和解决吹料和吹件问题。该工艺及模具精实际生产检验,具有制件质量好、生产稳定、操作维修方便等特点,较好地满足了生产需求。
上一篇:最佳性能价格比的选择
下一篇:实例讲解配套于高精密磨床的第四轴数控回转工作台
-
浅谈汽车齿轮加工工艺发展动向

一、前言: 随着我国汽车制造业的发展,汽车齿轮加工行业也取得了长足的进步,汽车齿轮是汽车传动系统中极其重要的零部件,又是传动系统中的核心部件,所以说齿轮的品质直接关系到传动系统的品质,也是影响整车的性能和噪音的重要因素。因此,必须要更加深
2016-06-15 -
汽车覆盖件模具CAM工艺技术的研究

一、引言 在汽车制造中,汽车覆盖件与一般的机械产品从结构到制造工艺都有很大的区别,它具有曲面多、光顺性高、结构形状复杂、尺寸较大、精度要求高等特点,其模具制造技术难度大,成本高,开发周期和质量均难以控制。汽车大型覆盖件冲模CAD/CAE/
2016-06-15 -
浅谈加工数控机床本身大型结构件的工艺

一、前言 作为机械制造业的母机,机床的设计制造水平一定程度上代表了一个国家的机械制造业水平。我国工业起步晚、基础较薄弱,造成中国当前的机床行业制造水平跟国际顶尖水平还存在一定的差距。机床的设计、部件制造、整体装配对机床的工作精度起着决定性
2016-04-29 -
解决加工薄壁零件过程中变形的方法
一、前言 薄壁零件具有重量轻,节约材料,结构紧凑等特点,同时该特点也广泛应用在汽车行业中。但薄壁零件的加工是在车削中比较棘手的问题,其刚性差,强度弱,在加工中极容易变形;不易保证零件的加工质量。如何提高薄壁零件的加工精度将是业界越来越关心
2016-04-29



