

异种材料罐体焊接工艺的研究
发布日期:2011-11-25 兰生客服中心 浏览:2272
1焊接结构及其焊接性分析
1.1焊接结构
罐体的焊接结构为筒体与法兰的插入式角接接头形式,焊透状态,由于罐体内外附件多,结构复杂,法兰加工位置受限,无法焊后进行机械加工。因此对该罐体采用先将法兰和附件机加工成形,再依次组装于筒体上,最后靠焊接来控制总体尺寸精度的Block工法制造。筒体材质为OCr181Vi9,内径为550mm壁厚为6mm,长度为2597 mm,所有法兰材质为16MnDR,厚度为33mm。
1. 2 OCr18Ni9 +16MnDR焊接性能分析
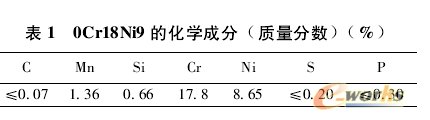
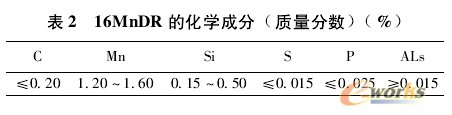
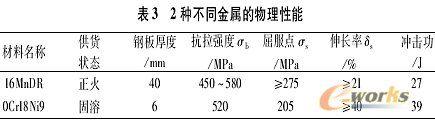
1) 2种钢材化学成分和物理性能OCr181Vi9的化学成分见表1;16MnDR的化学成分见表2;两者的物理性能见表3。
2)焊接性能分析OCr181Vi9属于奥氏体钢,16MnDR属于珠光体钢,由表3数据可见,两者力学性能和强度级别相差不大,但其化学组成及成分搭配却相差很大,导致焊缝金属的组织和性能与熔合区及母材各不相同。这2种不同金属的焊接主要存在以下问题:①焊缝的稀释。焊缝中溶入的珠光体钢将对焊缝金属的合金产生稀释作用,使焊缝金属的成分、组织与两侧金属有很大的差异,产生硬脆的马氏体组织,使焊性能恶化,这是焊接工艺中要避免的。②过渡层的形成。在实际的焊接冶金条件下,熔融的母材和焊接材料搅拌混合是不均匀的,熔池边缘的液态金属流动性差,珠光体和奥氏体成分相差较大,在边缘就不能很好地熔合,所以在紧靠珠光体钢一侧熔合线的焊缝金属中会产生与焊缝金属成分不同的过渡层,过渡层主要由脆硬的奥氏体+马氏体和马氏体组成。③扩散层的形成。在焊接接头中,珠光体和奥氏体存在合金元素的浓度差,当接头在温度高于350 - 400℃长期工作时熔合区便出现碳扩散,在靠近珠光体侧形成脱碳层而软化,在奥氏体一侧的熔合层形成增碳层而硬化。扩散层是异种金属焊接接头中的薄弱环节,对接头的常温强度影响不大,但使其蠕变强度降低10%-20%。④接头产生附加焊接残余应力。奥氏体钢和珠光体钢的线膨胀系数不同(膨胀系数之比是14: 17),接头容易产生热裂纹和焊后冷裂纹,在铆焊装配中必须注意到拘束度不能太大。
2 OCr18Ni9 + 16MnDR焊接上艺
2.1焊接方法和焊接设备的选择
根据法兰和筒体的装焊结构特点,结合产品批量效率和成本,选择MAC焊接,选用松下KRII35二氧化碳气体保护焊机,白_流反接法进行施焊。
2.2焊接材料的选择
选择焊接材料的主要依据是保证焊缝金属的强度、塑性、韧性等力学性能与母材相匹配。根据OCr181Vi9 + 16MnDR异种金属化学成分和焊接性能特点的分析,并结合工艺试验结果,选用了进口牌号为WEL FCW 309LT的药芯焊丝,规格Ø1.2mm。焊丝的化学成分见表4。与国产焊丝相比较,WEL FCW 309LT焊丝C和S,P等杂质含量更低,更有利于保证焊接接头的化学和物理性能,也大大降低了焊缝的缺陷率;Si,Mn含量高,能提高焊缝质量和接头韧性;Ni, Cr含量高于母材,可使焊缝增加Ni, Cr成分,在改善焊缝的耐蚀性能的同时,减少碳的扩散迁移,抑制过渡层脆硬相的形成。
2.3保护气体的选择
保护气体选用干燥的Ar和C02混合气体,其体积比例为80% Ar +20%C02。这种比例的保护气体带有一定的活性,大大提高了焊缝的外观质量,但可能会引起焊缝增碳,且增强保护气体的氧化作用。所以必须严格控制混合气体中氧化性气体C02的含量和混合气体流量。
2.4坡口的制定和加工
为了确保异种钢焊接接头优良的性能,适当控制熔合比是重要的技术关键,焊接坡口的大小是影响焊缝熔合比的重要因素。在工艺试验的基础上确定了坡口角度不大于60º,钝边2mm,预留2mm焊接收缩量。
2.5工艺参数的确定
依据工艺试验条件和结果,并结合实际接头型式,在实际焊接中,选用表5所不的工艺参数。
上一篇:超微搅拌摩擦焊焊接技术
下一篇:浅谈我国焊接设备现状及发展
更多相关信息
-
空调压缩机阀板的加工工艺和精冲技术

一.引言 图1所示为某型空调压缩机剖视图,阀板是其中一项重要的功能件,它被广泛应用于轿车、磕碜人和货车等各种类型车辆、已经其他工业领域的制冷装置中。空调压缩机阀板大致有3种分类方法,按形状可分为圆形、方形和异性;按阀线可分为无阀线、单面阀
2016-07-19 -
浅谈汽车齿轮加工工艺发展动向

一、前言: 随着我国汽车制造业的发展,汽车齿轮加工行业也取得了长足的进步,汽车齿轮是汽车传动系统中极其重要的零部件,又是传动系统中的核心部件,所以说齿轮的品质直接关系到传动系统的品质,也是影响整车的性能和噪音的重要因素。因此,必须要更加深
2016-06-15 -
汽车覆盖件模具CAM工艺技术的研究

一、引言 在汽车制造中,汽车覆盖件与一般的机械产品从结构到制造工艺都有很大的区别,它具有曲面多、光顺性高、结构形状复杂、尺寸较大、精度要求高等特点,其模具制造技术难度大,成本高,开发周期和质量均难以控制。汽车大型覆盖件冲模CAD/CAE/
2016-06-15 -
浅谈加工数控机床本身大型结构件的工艺

一、前言 作为机械制造业的母机,机床的设计制造水平一定程度上代表了一个国家的机械制造业水平。我国工业起步晚、基础较薄弱,造成中国当前的机床行业制造水平跟国际顶尖水平还存在一定的差距。机床的设计、部件制造、整体装配对机床的工作精度起着决定性
2016-04-29



