

简单、灵活的柔性磨削中心
发布日期:2011-11-25 兰生客服中心 浏览:4577
伴随着航空、航天技术的进步和发展,航空发动机产品的发展也从初级到中级,由简到难,从低技术含量到高技术水准。作为发动机的关键零件,叶轮、叶片的加工要求也越来越高,越来越复杂。
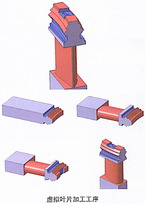
在传统加工中,复杂叶轮、叶片的加工需要多道工序。多次装夹、多种设备来完成。左图为一个虚拟的叶
片,其加工工序为:毛坯→铣槽→齿型面磨削→导流翼磨削→铣斜面→前端面铣槽→前端面钻2个孔。完成上
述步骤,机床应具备钻、铣、磨削功能,最少需要配置钻头、铣刀、榫齿成形砂轮、平面砂轮,也就意味着机
床需配置一个“自动换刀库”。
 对于镗铣加工中心、车削中心来说,“自动换刀库”早已司空见惯。而正是其广泛的应用,零件加工的自动化才得以真正实现。多年来,由于砂轮工具的独特性以及磨削工艺的复杂性,对于需要磨削加工的零件来说,一直难以完全自动化、简单化。市场上极少出现的自动换砂轮库即使是自动换砂轮库,也是尺寸庞大,工艺复杂,造价昂贵,不适于市场的推广和应用。
对于镗铣加工中心、车削中心来说,“自动换刀库”早已司空见惯。而正是其广泛的应用,零件加工的自动化才得以真正实现。多年来,由于砂轮工具的独特性以及磨削工艺的复杂性,对于需要磨削加工的零件来说,一直难以完全自动化、简单化。市场上极少出现的自动换砂轮库即使是自动换砂轮库,也是尺寸庞大,工艺复杂,造价昂贵,不适于市场的推广和应用。
作为世界最大的磨削机床制造商——斯来福临集团一直致力于最前沿磨削技术的应用研究,其下属的8家磨床制造厂(Blohm、EWAG、JUNG、MAGERLE、MIKROSA、SCHAUDT、STUDER、WALTER)早就闻名于世。瑞士MAGERLE(美盖勒)公司成立于1929年,多年来一直基于创新的技术理念,为客户提供柔性解决方案,从而以最高品质的产品满足用户的要求。目前,公司推出其最新研发的新一代产品——MFP50砂轮自动更换式5轴连续修整强力磨削中心,可一次装夹完成上述虚拟叶片的加工,总共时间约为10min。
机床保持MAGERLE公司产品原有的特色,采用巧妙的结构设计、环绕夹层式静压导轨,以及独有的装配方式,从而提供了最好的动态稳定性;其出众的输油系统及双壁式结构保证了极好的刚性、热稳定性及独特的热分配能力。同时,机床主轴配置50kW水冷式电机,采用HSK—80B锥,最高转速为10000r/min。最为突出的是机床配置了20工位的砂轮换刀库,可配置5个砂轮,最大直径300mm,宽度60mm;或配置20个最大直径130mm的刀具,适用于普通砂轮或耐高压特殊砂轮、电镀或陶瓷结合剂CBN砂轮,也可选用其他刀具,如镗刀、铣刀、钻头等,集钻、镗、铣、磨为一体,实现真正意义上的柔性加工。
另外,机床配置顶置式双轴金刚石滚轮修整器,既可用金刚石成形滚轮,根据砂轮形状进行连续和不连续
修整,又可用金刚石碟片,通过CNC数控控制成形修整。
其他技术特点:
·西门子840D控制系统;
·X轴:500mm (快速运动速度20m/min);
·Z轴:650mm (快速运动速度20m/min);
·Y轴:650mm (快速运动速度20m/min);
·双轴自动补偿式冷却液喷头;
 ·双轴NC数控分度装置,与机床控制系统连接;
·双轴NC数控分度装置,与机床控制系统连接;·油雾分离器;
·冷却液过滤系统,可根据客户特殊要求单独提供;
·机床占地面积小,密封工作区域大;
·交流伺服电机及循环式滚珠丝杠驱动各轴。
上一篇:穆尔高精度数控坐标磨床
下一篇:冲裁模具的基本结构及工作原理
-
空调压缩机阀板的加工工艺和精冲技术

一.引言 图1所示为某型空调压缩机剖视图,阀板是其中一项重要的功能件,它被广泛应用于轿车、磕碜人和货车等各种类型车辆、已经其他工业领域的制冷装置中。空调压缩机阀板大致有3种分类方法,按形状可分为圆形、方形和异性;按阀线可分为无阀线、单面阀
2016-07-19 -
浅谈汽车齿轮加工工艺发展动向

一、前言: 随着我国汽车制造业的发展,汽车齿轮加工行业也取得了长足的进步,汽车齿轮是汽车传动系统中极其重要的零部件,又是传动系统中的核心部件,所以说齿轮的品质直接关系到传动系统的品质,也是影响整车的性能和噪音的重要因素。因此,必须要更加深
2016-06-15 -
汽车覆盖件模具CAM工艺技术的研究

一、引言 在汽车制造中,汽车覆盖件与一般的机械产品从结构到制造工艺都有很大的区别,它具有曲面多、光顺性高、结构形状复杂、尺寸较大、精度要求高等特点,其模具制造技术难度大,成本高,开发周期和质量均难以控制。汽车大型覆盖件冲模CAD/CAE/
2016-06-15 -
浅谈加工数控机床本身大型结构件的工艺

一、前言 作为机械制造业的母机,机床的设计制造水平一定程度上代表了一个国家的机械制造业水平。我国工业起步晚、基础较薄弱,造成中国当前的机床行业制造水平跟国际顶尖水平还存在一定的差距。机床的设计、部件制造、整体装配对机床的工作精度起着决定性
2016-04-29



