

飞秒激光微加工技术
发布日期:2011-11-25 兰生客服中心 浏览:3686
超短、超强和高聚焦能力是飞秒激光的3大特点。 飞秒激光脉宽可短至4 fs(1 fs=10-15 s)以内…,峰值 功率高达拍瓦量级(1 Pw=1015w)聚焦功率密度达到1020-1022 W/cm2。飞秒激光可以将其能量全部、快速、准确地集中在限定的作用区域,实现对玻璃、陶瓷、半导体、塑料、聚合物、树脂等材料的微纳尺寸加工,具有其它激光加工无法比拟的优势:①耗能低,无热熔区,"冷"加工;②可加工的材料广泛:从金属到非金属再到生物细胞组织,甚至是细胞内的线粒体;③高精度、高质量、高分辨率,加工区域可小于焦斑尺寸,突破衍射极限;④对环境没有特殊要求,无污染。飞秒激光微加工是当今世界激光、光电行业中极为引人注目的前沿研究方向。世界各国学者在飞秒激光与材料相互作用机理研究方面已取得重大的进展,开发出以钛宝石激光器为主的飞秒激光微加工系统,开展了飞秒激光微纳加工的工艺研究,促进了多学科的融合,推动着飞秒激光微纳加工技术向着低成本、高可靠性、多用途、产业化的方向发展。飞秒激光微加工技术将在超高速光通讯、强场科学、纳米科学、生物医学等领域具有广泛的应用和潜在的市场前景。本文旨在综述飞秒激光微加工技术国内外的研究状况,介绍飞秒激光微加工的重要应用,展望其今后的发展趋势。
1 国内外飞秒激光微加工技术研究状况
1.1飞秒激光微加工基础理论的研究
飞秒激光加工机理的研究、试验大多是探索陛的,多与长脉冲情形相比较而确定飞秒激光的烧蚀特性,在一定程度上解释了飞秒激光与物质相互作用的物理本质。目前理论研究较系统的材料有金属和透明介质。
(1)金属前苏联Anisimov SI等人于1975年第一次提出了超短脉冲烧蚀金属材料的双温模型。该模型从一维非稳态热传导方程出发,考虑到超短脉冲作用时,存在光子与电子、电子与晶格两种不同的相互作用过程,列出了电子与晶格的温度变化微分方程,即双温方程。一些学者以该模型为基础,在不同的激光脉宽下对双温方程进行约化,求得解析解"-。发现当激光脉宽远远小于晶格的受热时间时,烧蚀时间不依赖于激光脉宽。试验得到的金属铜材料的烧蚀速率与双温模型基本一致。1999年,Falkovsky L A和Mishchenko E G基于玻尔兹曼方程和费米狄拉克配分函数提出热电子爆炸模型来描述金属材料中的超快形变。2002年,chen J K等人综合双温模型及电子爆炸模型,假定单轴应变三维高压条件,提出了一系列相关联的瞬时热弹性变形方程。数值结果表明,超短激光脉冲烧蚀过程中,非熔融态损伤占支配地位,这种非熔融态损伤的主要动力来源于热电子爆炸力。
(2)透明介质 1990年,Hand D P和RusseU P St J根据K-K(Kmmers-Kronig)因果关系提出了色心模型,该模型的前提是假设光敏效应产生于缺陷处局域电子的激发。在一定范围内解释了折射率变化的原因。但RusseU、Williams等人分别通过吸收光谱测量及进行K.K变换发现得到的折射率变化与实验结果有两个数量级的差异。随后有学者提出了偶极模型、压力模型、应力压缩模型等。1997年,哈佛大学Maur E领导的小组研究了飞秒激光在熔融SiO2、BK7光学玻璃等透明材料内部产生的微爆炸现象。除化学气相沉积金刚石外,均导致了直径为亚微米的立体像素,通过分析表明:飞秒激光在透明介质中引发的强烈自聚焦效应使激光焦斑尺寸小于衍射极限,微爆炸形成一个微腔,腔周围是高密度材料。2002年,德国Henyk M等人分析了飞秒激光烧蚀蓝宝石,表明烧蚀的基本过程是由于表面爆炸即库仑爆炸所引起的。另外,该小组还研究了飞秒激光烧蚀NaCl及BaF2等宽带隙晶体材料,同样证实了库仑爆炸的合理性。2003年,Egidijus Vanaga8等人采用纳焦能量的飞秒激光在硼酸硅玻璃形成丘状纳米结构,烧蚀机理与库仑爆炸相一致。丘状烧蚀物没有明显的熔融和环形凹痕,受损部位的横向尺寸小于聚焦样品表面的焦斑4至5倍,这与多光子效应所导致的破坏机理相一致。总之,关于飞秒激光与材料相互作用的物理机制, 目前还没有一个统一的看法,这个问题仍然是未来研究的热点。
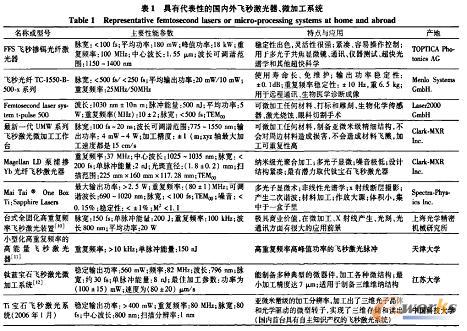
1.2飞秒激光微加工系统的发展现状
飞秒激光出现以来,啁啾脉冲放大、以钛宝石晶体为主的增益介质、克尔透镜锁模。和半导体可饱和吸收镜等技术促使着它从染料激光器发展到自启动克尔透镜锁模激光器,以及后来的二极管泵浦全固态飞秒激光器和飞秒光纤激光器。为满足科研和生产进一步发展的要求,国内外学者仍然致力于飞秒激光器研究,纷纷搭建起微加工系统。飞秒激光系统由振荡器、展宽器、放大器和压缩器4部分组成。表1是近年来国内外最具有代表性的飞秒激光器、微加工系统。从表l可以看出:①输出脉宽大约几百飞秒,真正短到几飞秒的甚少,因而平均功率较低,限制了它在商业中的应用,生产效率较低;②工作稳定性提高,寿命延长,如畅销全球的CPA-21××系列的种子光有20年的平均无故障时间;③实现MHz的重复频率输出;④可调谐波长范围变广,加工精度、光束质量较高;⑤利用它的超快特性,逐渐实现三维精细加工。但飞秒激光系统在小型化、可调可控性、实用性、全光纤等方面还有很大的发展空间。
另外,对比国内外的发展状况,可以看出国内存在的差距:①国内生产飞秒激光器、微加工系统的知名公司较少;②完全用国产元件搭建的飞秒激光系统甚少;③国内飞秒激光微加工基本上停留在实验室研究阶段,真正用于超快、微加工领域实际生产的极少。
2 飞秒激光微加工技术的应用
2.1飞秒激光加工微结构
基于能量高度集中、热影响区小、无飞溅无熔渣、不需特殊的气体环境、无后续工艺、双光子聚合加工精度可达0.7μm等优势,飞秒激光在诱导金属微结构加工应用方面和精细加工方面都取得了很大的进展。
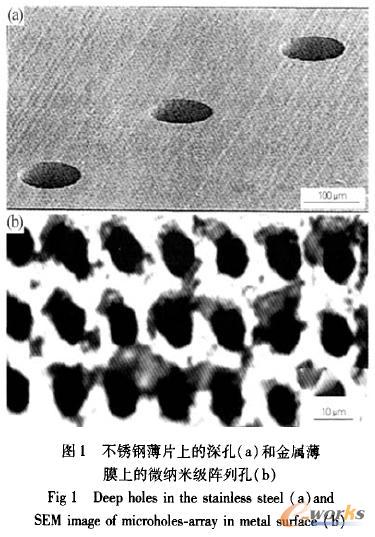
(1)孔加工在1mm厚的不锈钢薄片上,飞秒激光进行了具有深孔边缘清晰、表面干净等特点的纳米级深孔加工(如图1a);在金属薄膜上,钛宝石飞秒激光加工制备出了微纳米级阵列孔(如图1b),孔径最小达2.5μm,孔直径在2.5~10μm间可调,最小间距可达10μm,很容易实现10-50μm间距调整。
(2)金属材料表面改性1999年,德国汉诺威激光中心Nolte S等人首次报道了结合钛宝石飞秒激光三倍频光(260 nm)和SNOM(扫描近场光学显微镜)在金属镉层制出了线宽仅200 nm的凹槽。为以后的无孔径近场扫描光学显微镜(ANSOM)取代SNOM奠定了基础,获得了高达70 nm的空间分辨率,开拓了远场技术在纳米范围下的物理化学特性以及输运机制的研究。
上一篇:我国激光加工的产品热点
下一篇:运动控制在激光加工中的研究与应用
-
空调压缩机阀板的加工工艺和精冲技术

一.引言 图1所示为某型空调压缩机剖视图,阀板是其中一项重要的功能件,它被广泛应用于轿车、磕碜人和货车等各种类型车辆、已经其他工业领域的制冷装置中。空调压缩机阀板大致有3种分类方法,按形状可分为圆形、方形和异性;按阀线可分为无阀线、单面阀
2016-07-19 -
浅谈汽车齿轮加工工艺发展动向

一、前言: 随着我国汽车制造业的发展,汽车齿轮加工行业也取得了长足的进步,汽车齿轮是汽车传动系统中极其重要的零部件,又是传动系统中的核心部件,所以说齿轮的品质直接关系到传动系统的品质,也是影响整车的性能和噪音的重要因素。因此,必须要更加深
2016-06-15 -
汽车覆盖件模具CAM工艺技术的研究

一、引言 在汽车制造中,汽车覆盖件与一般的机械产品从结构到制造工艺都有很大的区别,它具有曲面多、光顺性高、结构形状复杂、尺寸较大、精度要求高等特点,其模具制造技术难度大,成本高,开发周期和质量均难以控制。汽车大型覆盖件冲模CAD/CAE/
2016-06-15 -
浅谈加工数控机床本身大型结构件的工艺

一、前言 作为机械制造业的母机,机床的设计制造水平一定程度上代表了一个国家的机械制造业水平。我国工业起步晚、基础较薄弱,造成中国当前的机床行业制造水平跟国际顶尖水平还存在一定的差距。机床的设计、部件制造、整体装配对机床的工作精度起着决定性
2016-04-29



