

航空航天发动机整体叶轮柔性制造(FMS)方案
发布日期:2015-09-28 兰生客服中心 浏览:10519
一. 国内整体叶轮加工的现状
航空航天发动机所用的叶轮,过去一般用精密铸造结合精密机械加工的方法加工;随着新一代发动机对叶轮的速度、工作温度、压力的不断提高,精密铸造在叶轮生产领域的应用正在逐渐缩窄。取而代之的是由锻件直接进行精密机械加工。特别是整体叶轮加工。最近几年,国内整体叶轮加工以五轴加工中心为主;少数采用电火花成型或电解成型。这主要是因为国内现有的成型机的配置和性能较差。
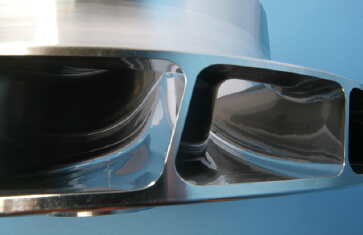

图1. 带冠整体叶轮
二. 整体叶轮加工的工艺特点
今天的整体叶轮形状复杂、材料主要采用镍基高温合金,切削难度大、精度要求高。要想设计整体叶轮加工的合理工艺,首先,要了解几种主要加工方法的特点。
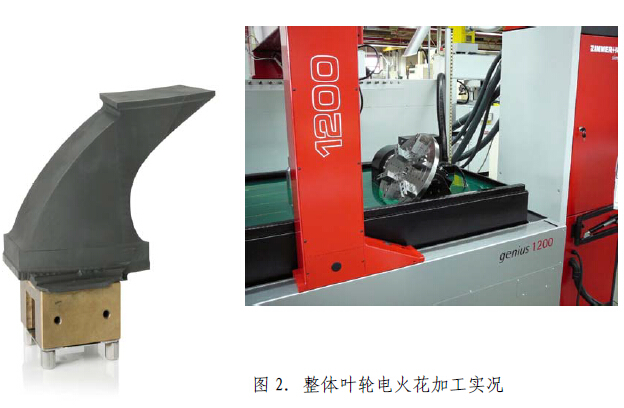
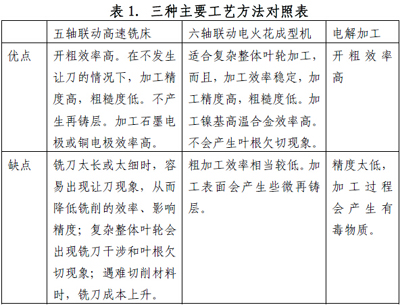
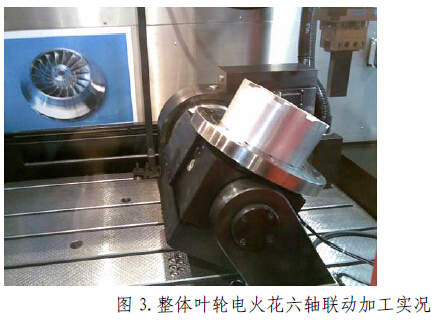
从以上的对照可以看出,对于复杂的整体叶轮,特别是带冠整体叶轮来说,五轴联动高速铣和六轴联动电火花成型机的配合可能是最好的工艺组合。
三. 基于电火花-高速铣工艺组合的柔性制造系统(FMS)
引入柔性制造系统,旨在减低人为差错,提高质量,提高效率,提高设备利用率,降低成本,提高企业信息化及管理水平。
如图4 所示,这是一套典型的基于电火花成型机-高速铣床组合的柔性制造系统。
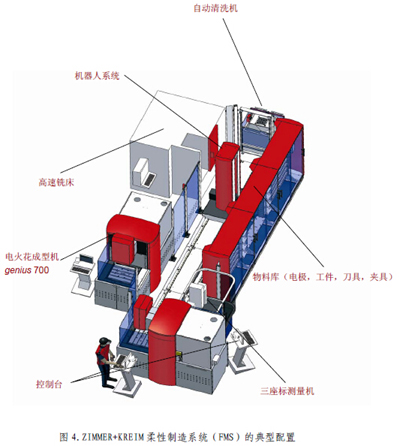
除高速铣和火花机以外,系统中还集成了三座标测量机(CMM)、自动清洗机、机器人和物料库;当然还包括管理和支持该系统的软件和数据库。
有了这套系统,就可在高度柔性的前提下,实现整体叶轮加工的自动化。
四.柔性制造系统(FMS)的主要技术特点
1.该系统之构造是为了实现真正的自动化。不是由刀具库或电极库改良而来,而是采用了广义自动化的设计理念,可以满足精密加工单位技术升级及管理升级的需要。
2.整个系统在WINDOWS 平台上运行,界面友好,透明度高,易于进行二次开发;同时,也使企业内部所有子系统都统一到最通行的WINDOWS平台上。
3.不会成为自动化孤岛或黑匣子,而是能够与企业ERP 等管理信息系统进行互连互通并实时、准确,提升企业信息化水平。
4.自动化单元可使各种加工设备(如:高速铣床,电火花,线切割,磨床)及CMM 等设备随意组合;
5.系统更具柔性,适应小批量生产灵活多变的需要,为了插入应急任务,系统可以随时中断进行中的加工任务,等应急任务完成后,系统可以立即从断点处恢复加工;如果需要将某一项加工任务,从系统中的一台加工机移到另一台加工机,对系统使用者来说,就像在Windows 下,将某个文件从一个文件夹拖去另外一个文件夹一样简单。

6.WINDOWS工业PC控制器的加工设备是以网络形式连接,只要被赋予了适当的权限,系统管理者就可以从任何接点上登录系统,管理系统并发布加工指令。
7.系统集中管理下的各种物料(工件、电极、刀具等),不但可以被各加工设备共享,还不会产生错乱,更不会产生人为失误和延误,提高了加工质量,并保证加工结果的一致性;
8.设备有效放电时间可达8000 小时/年,这是一般工厂火花机年有效放电时间的5倍;
9.系统采用模块化设计,自动化规模可以由小到大,逐步扩大,不会浪费前期投资, 不会造成重复投资;
10.系统内所有加工要素(如:作业计划,实时进度,工时预估等)均在系统软件管理之下,提高了加工过程的透明度,有了可预测性也就有了可计划性.
12.自动化系统的软硬件,均由ZK 公司设计制造,提供交钥匙工程,避免系统建设过程中因多家供应商参与而出现的扯皮现象.
13. 节省人力,不但降低了人力成本,更可降低管理难度,减少人为差错。
目前,中国已经有五套柔性制造系统投入使用。同时,在上海交通大学建立的柔性制造技术联合实验室已投入运行。实验室将安装一套完整的柔性制造系统,它将成为中国柔性制造技术研究、示范、实践的重要平台,并将对此项技术在中国的推广应用产生巨大的推动作用。
我司经销德国五轴高速加工中心、电火花微细穿孔机、激光焊接机,详细可来电咨询0519-88113113,联系人范总13306110090,也可发邮件至fq@lanshengcnc.com。
上一篇:数控加工中心简介
下一篇:数控车床对刀具的要求及主要车刀类型
-
空调压缩机阀板的加工工艺和精冲技术

一.引言 图1所示为某型空调压缩机剖视图,阀板是其中一项重要的功能件,它被广泛应用于轿车、磕碜人和货车等各种类型车辆、已经其他工业领域的制冷装置中。空调压缩机阀板大致有3种分类方法,按形状可分为圆形、方形和异性;按阀线可分为无阀线、单面阀
2016-07-19 -
浅谈汽车齿轮加工工艺发展动向

一、前言: 随着我国汽车制造业的发展,汽车齿轮加工行业也取得了长足的进步,汽车齿轮是汽车传动系统中极其重要的零部件,又是传动系统中的核心部件,所以说齿轮的品质直接关系到传动系统的品质,也是影响整车的性能和噪音的重要因素。因此,必须要更加深
2016-06-15 -
汽车覆盖件模具CAM工艺技术的研究

一、引言 在汽车制造中,汽车覆盖件与一般的机械产品从结构到制造工艺都有很大的区别,它具有曲面多、光顺性高、结构形状复杂、尺寸较大、精度要求高等特点,其模具制造技术难度大,成本高,开发周期和质量均难以控制。汽车大型覆盖件冲模CAD/CAE/
2016-06-15 -
浅谈加工数控机床本身大型结构件的工艺

一、前言 作为机械制造业的母机,机床的设计制造水平一定程度上代表了一个国家的机械制造业水平。我国工业起步晚、基础较薄弱,造成中国当前的机床行业制造水平跟国际顶尖水平还存在一定的差距。机床的设计、部件制造、整体装配对机床的工作精度起着决定性
2016-04-29



