

短刀五轴铣削技术
发布日期:2012-10-25 兰生客服中心 浏览:6621
使用短的切削刀具是五轴加工的主要特征。短刀具会明显地降低刀具偏差,从而获得良好的表面质量,避免了返工,减少了焊条的使用量,缩短了EDM 的加工时间。当考虑到五轴加工时,必须考虑利用五轴加工模具的目标是:尽可能用最短的切削工具完成整个工件的加工,也包括减少编程、装夹和加工时间却能得到更加完美的表面质量。
只要工件型腔不是很深(相对刀具直径而言),三轴刀具路径(2、3、5)就足够了。如果工件型腔很深并有很窄的部位,使用纯粹的三轴刀具路径来完成整个精加工是不够的。在这种情况下,差的表面质量和较长的加工时间随之而来。图1是三轴刀具路径的情况,这里,最短的刀具都长度必须很长,以期在垂直的方向能够加工到工件的所有区域。
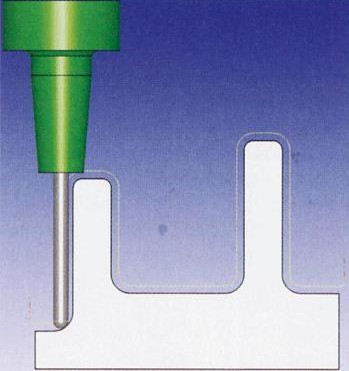
图1三轴加工路径
采用较短的刀具时,主轴应倾斜,以保证工件的特殊区域也能被加工到。3+2轴加工通常被认为是设置一个对主轴的常量角度。复杂工件可能要求许多个倾斜视图以覆盖整个工件,但这样会导致刀具路径重叠,从而增加加工时间。
另外,所有的倾斜视图也很难准确结合,因而手工打磨的工作量会增加,同时还极大地增多了进出动作,常常导致表面质量问题和更多的刀具运动。
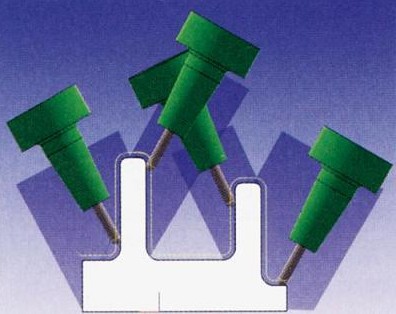
图2 3+2轴刀具路径
最后,在这种方式下编程会产生相互干涉而且很费时,所有视图的总和也常常不能覆盖整个几何形状。图2示范了四个工件视图,但工件中心仍有一个区域未能覆盖到,这个区域仍需要一个额外的倾斜视图。
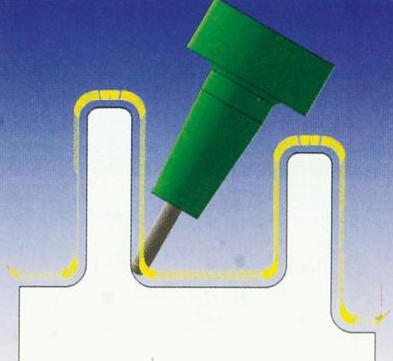
图3五轴刀具路径
为了克服3+2轴加工的缺点,五轴联动加工可能是一个更好的选择,更何况有些五轴机床还具有一些专门为模具工业设计的功能。五轴联动加工能协调三个直线轴和两个旋转轴使它们同时动作,解决了三轴和3+2轴加工的所有问题,刀具可以非常短,不会产生视图重叠现象,遗漏加工区域的可能性更小,加工可以连续进行而无须额外的导入导出(见图3)。
-
高速五轴加工中心在汽车模具制造中的应用
导读:现在汽车模具对模具的表面质量和切削加工速度所提出的要求已经越来越高。应用五轴数控系统加工带有三维曲线的平面时可以取得最佳切削状态,在机床加工区域内的任意位置通过刀具轴的设置角度改变,加工不同的几何形状。 三轴加工中心做深腔模具加
2014-10-15 -
电解红铜薄壁电极的基本外形铣削加工
曲面薄壁电极多广泛用于注塑模具、压铸模具的制造中,其作用为形成产品的薄片形状,如摩托车发动机中的散热片、电脑机箱内的铝合金散热片及音响产品的电源散热窗口形状等。如图1所示。 一、曲面薄壁电极一般特点是: 1、电极高度较高,最高
2013-09-10 -
薄壁电极曲面的铣削加工
对于电解红铜薄壁电极的曲面铣削加工分两个部分: 一、电极曲面粗铣 使用SurfaceRoughPocket编程即曲面粗加工的形式进行曲面粗铣削,如图3所示,为节省时问仍继续使用φ16mm端铣刀,转速1200r/min,进给速度νf=
2013-09-10 -
薄壁电极曲面精加工
在曲面精加工之后再进行薄壁形状的精加工成形,如果先加工外形轮廓后加工顶部曲面,则此时薄壁形状太高,在刀具切削力的作用下铜电极顶部常会发生变形弯曲,造成加工失败,这也是薄片电极加工中最容易出现的问题。同时,由于薄片之间为5.0mm窄槽,只能用
2013-09-10

